
Page 378 - HOLEMAKING_catalog_JP_2022
P. 378
ユーザーガイド
プ DIN規格 再研磨 図1
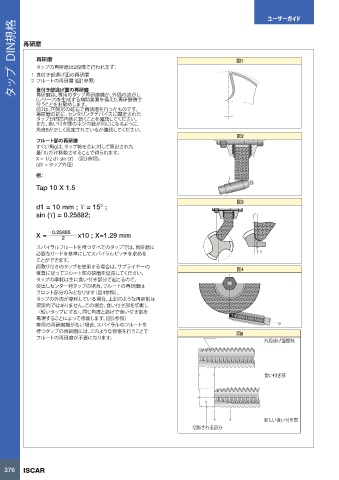
再研磨
タップの再研磨は2段階で行われます:
ッ 1 食付き部逃げ面の再研磨
2 フルートの再研磨 (図1参照)
タ 食付き部逃げ面の再研磨
再研磨は、専用のタップ再研磨機か、外周の逃がし
(レリーフ)を生成する補助装置を備えた再研磨機で
行うことをお勧めします。
図2は、円筒形の砥石で再研磨を行ったものです。
再研磨の前に、センタリングデバイスに固定された
タップが同芯円状に動くことを確認してください。
また、食い付き部のネジの数が同じになるように、
角度Bが正しく設定されているか確認してください。
図2
フルート部の再研磨
すくい角gは、タップ軸を芯に対して算出された
量「X」だけ移動させることで得られます。
X = 1/2 d1 sin (ϒ) (図3参照)。
(d1 = タップ外径)
例:
β
Tap 10 X 1.5
図3
d1 = 10 mm ; ϒ = 15° ;
sin (ϒ) = 0.25882; γ
X = 0.25885 x10 ; X=1.29 mm
2
スパイラルフルートを持つすべてのタップでは、再研磨に
X
必要なリードを基準にしてスパイラルピッチを求める
ことができます。
面取り付きのタップを使用する場合は、サプライヤーの 図4
推奨に従ってフルート部の研磨を延長してください。
タップの摩耗は主に食い付き部分で起こるので、
突出しセンター付タップの場合、フルートの再研磨は
フロント部分のみとなります(図4参照)。
タップの外周が摩耗している場合、上記のような再研削は
現実的ではありません。この場合、食い付き部を切断し
(短いタップにする)、同じ角度と逃げで食い付き部を
再現することによって修復します。(図5参照)
専用の再研磨機がない場合、スパイラルのフルートを ϕ
持つタップの再研磨には、このような修復を行うことで 図5
フルートの再研磨が不要になります。
外周逃げ面摩耗
食い付き部
新しい食い付き部
切断される部分
376 ISCAR
13/09/2022 10:05:23
HOLE MAKING CATALOG_jp.indb 376
HOLE MAKING CATALOG_jp.indb 376 13/09/2022 10:05:23