
Page 375 - HOLEMAKING_catalog_JP_2022
P. 375
ユーザーガイド
プ DIN規格
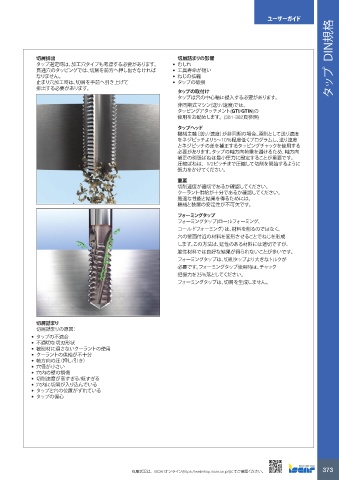
切屑排出 切屑詰まりの影響
タップ選定時は、加工穴タイプも考慮する必要があります。 • むしれ
貫通穴のタッピングでは、切屑を前方へ押し出さなければ • 工具寿命が短い
なりません。 • ねじの拡縮
止まり穴加工時は、切屑を手前へ引き上げて • タップの破損 ッ
排出する必要があります。
タップの取付け タ
タップは穴の中心軸に侵入する必要があります。
非同期式マシン(送り/速度)では、
タッピングアタッチメント(GTI/GTIN)の
使用をお勧めします。(381-382頁参照)
タップヘッド
機械主軸(送り/速度)が非同期の場合、原則として送り速度
をネジピッチより5~10%程度低くプログラムし、送り速度
とネジピッチの差を補正するタッピングチャックを使用する
必要があります。タップの軸方向荷重を避けるため,軸方向
補正の引張ばねは最小圧力に設定することが重要です。
圧縮ばねは,1/2ピッチまで圧縮して切削を開始するように
張力をかけてください。
重要
切削速度が適切であるか確認してください。
クーラント供給が十分であるか確認してください。
最適な性能と結果を得るためには、
機械と装置の安定性が不可欠です。
フォーミングタップ
フォーミングタップ(ロールフォーミング、
コールドフォーミング)は、材料を削るのではなく、
穴の壁面付近の材料を変形させることでねじを形成
します。この方法は、延性のある材料には適切ですが、
脆性材料では良好な結果が得られないことが多いです。
フォーミングタップは、切削タップより大きなトルクが
必要です。フォーミングタップ使用時は、チャック
把握力を25%落としてください。
フォーミングタップは、切屑を生成しません。
切屑詰まり
切屑詰まりの原因:
• タップの不適合
• 不適切な切刃形状
• 被削材に適さないクーラントの使用
• クーラントの供給が不十分
• 軸方向の圧(押し/引き)
• 穴径が小さい
• 穴内の壁の損傷
• 切削速度が高すぎる/低すぎる
• 穴内に切屑が入り込んでいる
• タップと穴の位置がずれている
• タップの偏心
在庫状況は、ISCARオンライン(https://webshop.iscar.co.jp/)にてご確認ください。 373
HOLE MAKING CATALOG_jp.indb 373 13/09/2022 10:05:19
13/09/2022 10:05:19
HOLE MAKING CATALOG_jp.indb 373