
Page 106 - Aluminum_Machining_catalog_2023
P. 106
½
SOLID CARBIDE CUTTERS
PCD Endmills
OAL
SEHFD LS L5
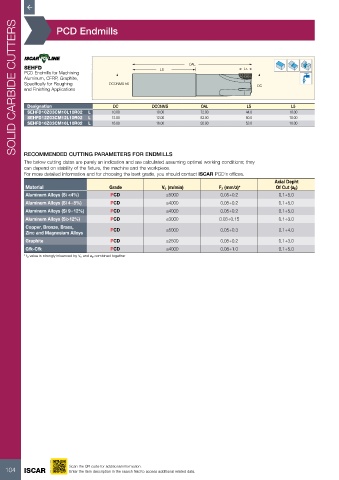
PCD Endmills for Machining
Aluminum, CFRP, Graphite,
Specifically for Roughing DCONMS h6 DC
and Finishing Applications
Designation DC DCONMS OAL LS L5
SEHFD10Z03CM10L10R02 L 10.00 10.00 72.00 44.0 10.00
SEHFD12Z03CM12L10R02 L 12.00 12.00 83.00 50.0 10.00
SEHFD16Z03CM16L10R02 L 16.00 16.00 92.00 53.0 10.00
RECOMMENDED CUTTING PARAMETERS FOR ENDMILLS
The below cutting datas are purely an indication and are calculated assuming optimal working conditions; they
can depend on stability of the fixture, the machine and the workpiece.
For more detailed information and for choosing the best grade, you should contact ISCAR PCD’s offices.
Axial Depht
Material Grade Vc (m/min) Fz (mm/z)* Of Cut (ap)
Aluminum Alloys (Si <4%) PCD ≤5000 0.05÷0.2 0.1÷5.0
Aluminum Alloys (Si 4÷8%) PCD ≤4000 0.05÷0.2 0.1÷5.0
Aluminum Alloys (Si 9÷12%) PCD ≤4000 0.05÷0.2 0.1÷5.0
Aluminum Alloys (Si>12%) PCD ≤3000 0.03÷0.15 0.1÷3.0
Copper, Bronze, Brass, PCD ≤5000 0.05÷0.3 0.1÷4.0
Zinc and Magnesium Alloys
Graphite PCD ≤2500 0.05÷0.2 0.1÷3.0
Gfk-Cfk PCD ≤4000 0.08÷1.0 0.1÷5.0
* fz value is strongly inluenced by Vc and ap combined together
104 ISCAR Scan the QR code for additional information.
Enter the item description in the search field to access additional related data.