
Page 102 - ISCAR FACE GROOVING LINES
P. 102
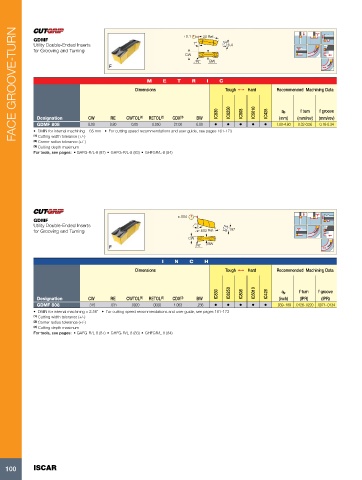
FACE GROOVE-TURN GDMF ±0.1 30 Ref.
Utility Double-Ended Inserts 7°
for Grooving and Turning 6.4
CW BW
RE
METRIC
Dimensions Tough 1 Hard Recommended Machining Data
IC830 ap f turn f groove
IC8250
Designation CW RE CWTOL(1) RETOL(2) CDX(3) BW IC808 (mm) (mm/rev) (mm/rev)
GDMF 808 IC5010
IC428
8.00 0.80 0.05 0.050 27.00 6.00 • • • • • 1.00-4.80 0.32-0.56 0.18-0.34
• DMIN for internal machining = 65 mm • For cutting speed recommendations and user guide, see pages 161-173
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
For tools, see pages: • GAFG-R/L-8 (87) • GHFG-R/L-8 (83) • GHFGR/L-8 (84)
GDMF ±.004
Utility Double-Ended Inserts
for Grooving and Turning 7° .197
.602 Ref.
CW BW
RE
INCH Tough 1 Hard Recommended Machining Data
Dimensions
IC830 ap f turn f groove
IC8250
Designation CW RE CWTOL(1) RETOL(2) CDX(3) BW IC808 (inch) (IPR) (IPR)
GDMF 808 IC5010
IC428
.315 .031 .0020 .0020 1.063 .236 • • • • • .039-.189 .0126-.0220 .0071-.0134
• DMIN for internal machining = 2.56" • For cutting speed recommendations and user guide, see pages 161-173
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
For tools, see pages: • GAFG-R/L-8 (87) • GHFG-R/L-8 (83) • GHFGR/L-8 (84)
100 ISCAR