
Page 166 - MILLING CATALOG p319-550
P. 166
MILLING INSERTS LNHT 1106 PN-N HT L APMX
Tangentially Clamped Inserts S RE
with Straight, Right- and
Left-Hand Cutting Edges W1
Dimensions Tough 1 Hard Recommended Machining Data
IC928 ap fz
IC808 (mm/t)
Designation W1 L S RE APMX(1) (mm) 0.15-0.25
0.80 10.00 • • 2.00-7.00
LNHT 1106PN-N HT 5.97 11.16 11.00
• 2 right- and 2 left-hand cutting edges • Can machine 90° shoulders, see table below • For cutting speed recommendations, see pages 542-547
(1) APMX=10 mm for cast iron applications (for each pass), APMX=8 mm for steel applications
For tools, see pages: F90LN-N11 (203) • FDN-CALN11 (349) • SDN-CALN11 (359)
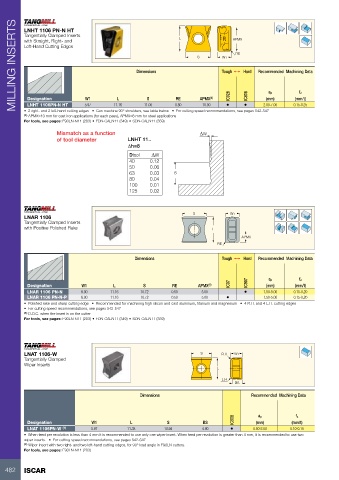
Mismatch as a function LNHT 11.. ∆W
of tool diameter ∆h=8
Dtool ∆W 8
40 0.12
50 0.06
63 0.03
80 0.04
100 0.01
125 0.02
LNAR 1106 S W1
Tangentially Clamped Inserts
with Positive Polished Rake L
RE
APMX
Dimensions Tough 1 Hard Recommended Machining Data
IC07 ap fz
IC907
Designation W1 L S RE APMX(1) (mm) (mm/t)
• 1.50-5.00 0.15-0.20
LNAR 1106 PN-N 6.00 11.16 10.72 0.50 5.00
5.00 •
LNAR 1106 PN-N-P 6.00 11.16 10.72 0.50 1.50-5.00 0.15-0.20
• Polished rake and sharp cutting edge • Recommended for machining high silicon and cast aluminum, titanium and magnesium • 4 R.H. and 4 L.H. cutting edges
• For cutting speed recommendations, see pages 542-547
(1) D.O.C. when the insert is on the cutter
For tools, see pages: F90LN-N11 (203) • FDN-CALN11 (349) • SDN-CALN11 (359)
LNAT 1106-W S R.H W1
Tangentially Clamped
Wiper Inserts L
L.H
BS
Dimensions Recommended Machining Data
IC908 ap fz
Designation W1 L S BS (mm) (mm/t)
LNAT 1106PN-W (1) 5.97 11.38 10.94 0.10-0.15
4.90 • 0.50-2.00
• When feed per revolution is less than 4 mm it is recommended to use only one wiper insert. When feed per revolution is greater than 4 mm, it is recommended to use two
wiper inserts. • For cutting speed recommendations, see pages 542-547
(1) Wiper insert with two right- and two left-hand cutting edges, for 90° lead angle in F90LN cutters.
For tools, see pages: F90LN-N11 (203)
482 ISCAR