
Page 170 - MILLING CATALOG p319-550
P. 170
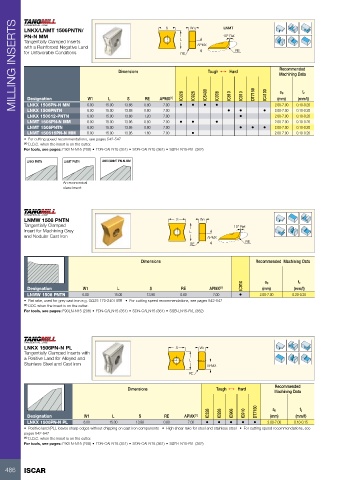
MILLING INSERTSLNKX/LNMT 1506PNTN/ S W1 LNMT
IC328PN-N MM10° Ref.
IC928Tangentially Clamped InsertsL
IC5400with a Reinforced Negative LandAPMXRE
IC908for Unfavorable Conditions
IC810RE
IC910
DT7150DimensionsTough 1 HardRecommended
IC4100 Machining Data
ap fz
Designation W1 L S RE APMX(1) (mm) (mm/t)
7.00 • • • •
LNKX 1506PN-N MM 6.00 15.00 13.88 0.80 •• 2.00-7.00 0.10-0.20
• 2.00-7.00 0.10-0.20
LNKX 1506PNTN 6.00 15.00 13.88 0.80 7.00 • 2.00-7.00 0.10-0.20
LNKX 150612-PNTN 6.00 15.00 13.88 1.20 7.00 •
7.00 • •
LNMT 1506PN-N MM 6.00 15.00 13.95 0.80 2.00-7.00 0.10-0.20
• • • 2.00-7.00 0.10-0.20
LNMT 1506PNTN 6.00 15.00 13.95 0.80 7.00 •
LNMT 150616PN-N MM 6.00 15.00 13.95 1.60 7.00 2.00-7.00 0.10-0.20
• For cutting speed recommendations, see pages 542-547
(1) D.O.C. when the insert is on the cutter.
For tools, see pages: F90LN-N15 (208) • FDN-CALN15 (351) • SDN-CALN15 (361) • SSB-LN15-R/L (362)
LNKX PNTN LNMT PNTN LNKX/LNMT PN-N-MM
An economical
class insert
LNMW 1506 PNTN S W1 10° Ref.
Tangentially Clamped RE
Insert for Machining Grey L
and Nodular Cast Iron APMX Recommended Machining Data
RE
Dimensions
Designation W1 L S RE APMX(1) IC910 ap fz
(mm) (mm/t)
LNMW 1506 PNTN 6.00 15.00 13.98 0.80 7.00 • 2.00-7.00 0.20-0.30
• Flat rake, used for grey cast iron e.g. GG25 170-240 HBR • For cutting speed recommendations, see pages 542-547
(1) DOC when the insert is on the cutter.
For tools, see pages: F90LN-N15 (208) • FDN-CALN15 (351) • SDN-CALN15 (361) • SSB-LN15-R/L (362)
LNKX 1506PN-N PL S W1
Tangentially Clamped Inserts with
a Positive Land for Alloyed and L
Stainless Steel and Cast Iron APMX
Dimensions RE Recommended
Machining Data
Tough 1 Hard
IC328 ap fz
IC928
IC908
IC910
DT7150
Designation W1 L S RE APMX(1) (mm) (mm/t)
LNKX 1506PN-N PL 6.00 15.00 13.88 •• 2.00-7.00 0.10-0.15
0.80 7.00 • • •
• Positive land (PL), leaves sharp edges without chipping on cast iron components • High shear rake for steel and stainless steel • For cutting speed recommendations, see
pages 542-547
(1) D.O.C. when the insert is on the cutter.
For tools, see pages: F90LN-N15 (208) • FDN-CALN15 (351) • SDN-CALN15 (361) • SSB-LN15-R/L (362)
486 ISCAR