
Page 173 - MILLING CATALOG p319-550
P. 173
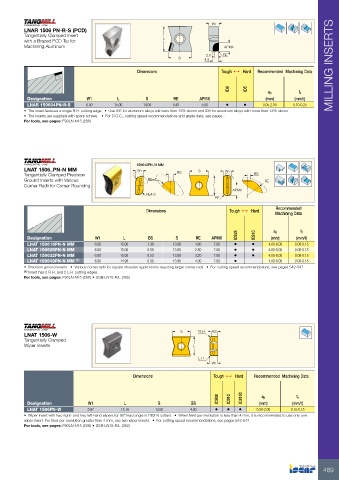
LNAR 1506 PN-R-S (PCD) L W1 ID8
Tangentially Clamped Insert ID5
with a Brazed PCD Tip for APMX
Machining Aluminum 2.0 RE MILLING INSERTS
4.5
S
Tough 1 Hard Recommended Machining Data
Dimensions
ap fz
(mm/t)
Designation W1 L S RE APMX •• (mm) 0.10-0.25
LNAR 150604PN-R-S 6.00 15.06 14.00 0.40 5.00 0.05-2.00
• The insert features a single R.H. cutting edge • Use ID5 for aluminum alloys with less than 12% silicon and ID8 for aluminum alloys with more than 12% silicon
• The inserts are supplied with spare screws • For D.O.C., cutting speed recommendations and grade data, see pages ..
For tools, see pages: F90LN-N15 (208)
LNAT 1506..PN-N MM 150640PN-N MM BS S W1 BS
Tangentially Clamped Precision W1
Ground Inserts with Various RE
Corner Radii for Corner Rounding RE=4
L
RE4.0 APMX
RE
Dimensions Tough 1 Hard Recommended
Machining Data
IC928 ap fz
IC910
Designation W1 L BS S RE APMX (mm) (mm/t)
• •
LNAT 150616PN-N MM 6.00 15.00 1.39 13.88 1.60 7.00 • • 4.00-8.00 0.08-0.15
LNAT 150625PN-N MM 6.00 15.00 0.60 13.88 2.50 7.00 • • 4.00-8.00 0.08-0.15
LNAT 150632PN-N MM 6.00 15.00 0.53 13.88 3.20 7.00 4.00-8.00 0.08-0.15
13.96 4.00 7.00 •
LNAT 150640PN-N MM (1) 6.00 14.98 0.00 4.00-8.00 0.08-0.15
• Precision ground inserts • Various corner radii for square shoulder applications requiring larger corner radii • For cutting speed recommendations, see pages 542-547
(1) Insert has 2 R.H. and 2 L.H. cutting edges.
For tools, see pages: F90LN-N15 (208) • SSB-LN15-R/L (362)
LNAT 1506-W S R.H BS
Tangentially Clamped
Wiper Inserts L
Dimensions L.H Recommended Machining Data
W1
Tough 1 Hard
IC908 ap fz
IC910
Designation W1 L S BS IC4100 (mm) (mm/t)
LNAT 1506PN-W 5.97 15.18 13.85 4.80 ••• 0.50-2.00 0.10-0.15
• Wiper insert with two right- and two left-hand wipers for 90° lead angle in F90LN cutters • When feed per revolution is less than 4 mm, it is recommended to use only one
wiper insert. For feed per revolution greater than 4 mm, use two wiper inserts • For cutting speed recommendations, see pages 542-547
For tools, see pages: F90LN-N15 (208) • SSB-LN15-R/L (362)
489