
Page 174 - MILLING CATALOG p319-550
P. 174
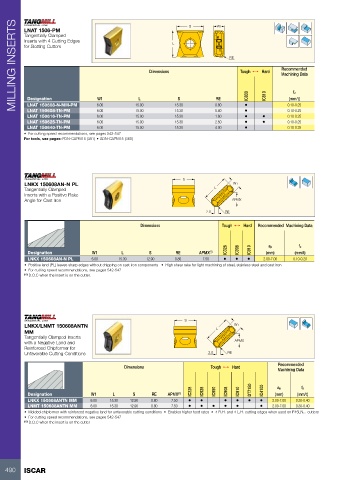
MILLING INSERTS LNAT 1506-PM S W1
Tangentially Clamped L
Inserts with 4 Cutting Edges
for Slotting Cutters Dimensions
RE Recommended
Machining Data
Tough 1 Hard
IC830 fz
IC810
Designation W1 L S RE (mm/t)
0.80 •
LNAT 150608-N-MM-PM 6.00 15.00 15.30 0.80 • 0.10-0.25
LNAT 150608-TN-PM 6.00 15.00 15.30
15.30 0.10-0.25
15.30 1.60 • • 0.10-0.25
LNAT 150616-TN-PM 6.00 15.00 15.30 2.50 • • 0.10-0.25
6.00 15.00 4.00 • 0.10-0.25
LNAT 150625-TN-PM 6.00 15.00
LNAT 150640-TN-PM
• For cutting speed recommendations, see pages 542-547
For tools, see pages: FDN-CAPM15 (351) • SDN-CAPM15 (360)
LNKX 150608AN-N PL S
Tangentially Clamped W1
Inserts with a Positive Rake
Angle for Cast Iron L
Dimensions APMX
2.0 RE
Tough 1 Hard Recommended Machining Data
IC328 ap fz
IC908 (mm/t)
Designation W1 L S RE APMX(1) IC910 (mm) 0.10-0.20
LNKX 150608AN-N PL 6.00 15.30 12.90 0.80 7.50 ••• 2.00-7.00
• Positive land (PL) leaves sharp edges without chipping on cast iron components • High shear rake for light machining of steel, stainless steel and cast iron
• For cutting speed recommendations, see pages 542-547
(1) D.O.C when the insert is on the cutter.
LNKX/LNMT 150608ANTN S
MM W1
Tangentially Clamped Inserts
with a Negative Land and L
Reinforced Chipformer for
Unfavorable Cutting Conditions APMX
Dimensions 2.0 RE Recommended
Machining Data
Tough 1 Hard
IC328 ap fz
IC928
Designation W1 L S RE APMX(1) IC950 (mm) (mm/t)
IC908
IC910
DT7150
IC4100
LNKX 150608ANTN MM 6.00 15.30 12.90 0.80 7.50 • • • • • • 2.00-7.00 0.30-0.40
LNMT 150608ANTN MM 7.50 • • • • • • 2.00-7.00 0.30-0.40
6.00 15.30 12.90 0.80
• Molded chipformer with reinforced negative land for unfavorable cutting conditions • Enables higher feed rates • 4 R.H. and 4 L.H. cutting edges when used on F45LN... cutters
• For cutting speed recommendations, see pages 542-547
(1) D.O.C when the insert is on the cutter
490 ISCAR