
Page 182 - MILLING CATALOG p319-550
P. 182
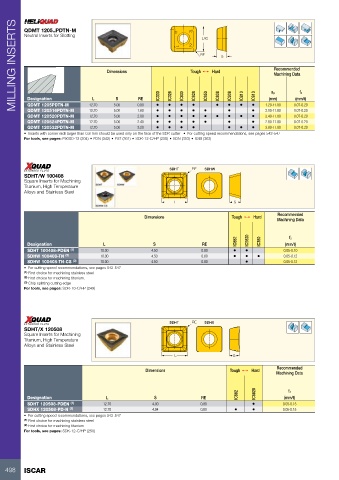
MILLING INSERTS QDMT 1205..PDTN-M IC330 4
Neutral Inserts for Slotting IC328
IC8301 L/IC
Dimensions IC928 3
IC9502 S
IC808
IC908RE
IC810
IC910Tough 1 HardRecommended
Machining Data
ap fz
Designation L S RE (mm) (mm/t)
12.70 5.00 0.80 • • • • •••• 0.07-0.20
QDMT 1205PDTN-M 12.70 5.00 1.20-11.80 0.07-0.20
QDMT 120516PDTN-M 12.70 5.00 1.60 • • • • • • • 2.00-11.80 0.07-0.20
QDMT 120520PDTN-M 12.70 5.00 2.00 • • • • • • • • • 2.40-11.80 0.07-0.20
QDMT 120524PDTN-M 12.70 5.00 2.40 • • • • • • • 2.80-11.80 0.07-0.20
QDMT 120532PDTN-M 3.20 • • • • ••• 3.60-11.80
• Inserts with corner radii larger than 0.8 mm should be used only on the face of the SDK cutter • For cutting speed recommendations, see pages 542-547
For tools, see pages: F90SD-12 (204) • FDN (342) • FST (361) • SDK-12-C/HP (250) • SDN (353) • SSB (362)
SDHT RE SDHW
SDHT/W 100408
Square Inserts for Machining
Titanium, High Temperature
Alloys and Stainless Steel
L S Recommended
Machining Data
Dimensions Tough 1 Hard
IC882 fz
IC5820
Designation L S RE IC380 (mm/t)
SDHT 100408-PDEN (1) 10.00 4.50 0.80 • • 0.05-0.10
SDHW 100408-TN (2) 10.00 •••
SDHW 100408-TN-CS (3) 10.00 4.50 0.80 0.05-0.12
4.50 0.80 • 0.05-0.12
• For cutting speed recommendations, see pages 542-547
(1) First choice for machining stainless steel
(2) First choice for machining titanium.
(3) Chip splitting cutting edge
For tools, see pages: SDK-10-C/HP (249)
SDHT RE SDHX
SDHT/X 120508
Square Inserts for Machining
Titanium, High Temperature
Alloys and Stainless Steel
L S Recommended
Machining Data
Dimensions Tough 1 Hard
Designation L S fzIC882
4.90 RE (mm/t) IC5820
4.94
SDHT 120508-PDEN (1) 12.70 0.80 • 0.05-0.15
SDHX 120508-PD-N (2) 12.70 0.80 • • 0.05-0.15
• For cutting speed recommendations, see pages 542-547
(1) First choice for machining stainless steel
(2) First choice for machining titanium
For tools, see pages: SDK-12-C/HP (250)
498 ISCAR