
Page 106 - TURNING CATALOG p121-254
P. 106
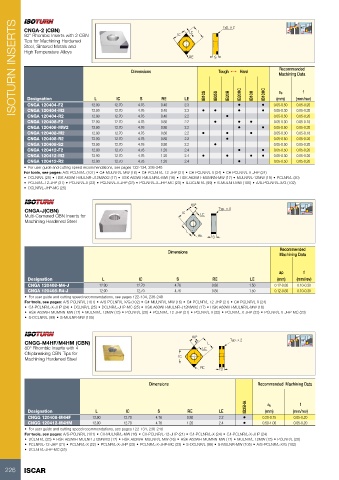
ISOTURN INSERTSCNGA-2 (CBN) Typ. x 2 95º
IB10S80° Rhombic Inserts with 2 CBN 95º
IB05STips for Machining HardenedIC LE L
IB20HSteel, Sintered Metals and 95º
IB20HCHigh Temperature Alloys
IB10H Recommended
IB10HCDimensionsRE SMachining Data
Tough 1 Hard
ap f
Designation L IC S RE LE (mm) (mm/rev)
2.3 • • 0.05-0.50 0.05-0.20
CNGA 120404-F2 12.90 12.70 4.76 0.40 2.3 • • • • 0.05-0.30 0.05-0.20
CNGA 120404-M2
CNGA 120404-R2 12.90 12.70 4.76 0.40 2.2 •
CNGA 120408-F2
CNGA 120408-MW2 12.90 12.70 4.76 0.40 0.05-0.50 0.05-0.20
CNGA 120408-M2 2.2 • • • 0.05-0.30 0.05-0.18
CNGA 120408-R2 12.90 12.70 4.76 0.80 2.2 • • 0.05-0.50 0.05-0.20
CNGA 120408-S2
CNGA 120412-F2 12.90 12.70 4.76 0.80 2.2 • • • 0.05-0.30 0.05-0.18
CNGA 120412-M2
CNGA 120412-R2 12.90 12.70 4.76 0.80 2.2 •
12.90 12.70 4.76 0.80 2.2 • 0.05-0.50 0.05-0.20
12.90 12.70 4.76 0.80 0.05-0.50 0.05-0.20
2.4 • • 0.05-0.50 0.05-0.20
12.90 12.70 4.76 1.20 2.4 • • • • 0.05-0.30 0.05-0.20
12.90 12.70 4.76 1.20 2.4 • 0.05-0.50 0.05-0.20
12.90 12.70 4.76 1.20
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/S-PCLNR/L (101) • C#-MULNR/L-MW (16) • C#-PCLNR/L-12-JHP (21) • C#-PCLNR/L-X (24) • C#-PCLNR/L-X-JHP (24)
• DCLNR/L (25) • HSK A63WH-MULNR-J12MWX2 (17) • HSK A63WH-MULNR/L-MW (16) • HSK A63WH-MUMNN-MW (17) • MULNR/L-12MW (15) • PCLNR/L (20)
• PCLNR/L-12-JHP (21) • PCLNR/L-X (22) • PCLNR/L-X-JHP (23) • PCLNR/L-X-JHP-MC (23) • S-DCLNR/L (99) • S-MULNR-MW (105) • A/S-PCLNR/L-X/G (102)
• DCLNR/L-JHP-MC (25)
CNGA-J(CBN) 80º Typ. x 4 95º
Multi-Cornered CBN Inserts for IC LE 95º
Machining Hardened Steel
95º
L
RE S Recommended
Machining Data
Dimensions
ap f
Designation L IC S RE LE (mm) (mm/rev)
CNGA 120408-M4-J 12.90 12.70 4.76 0.80 1.50 0.12-0.80 0.10-0.30
CNGA 120408-R4-J
12.90 12.70 4.76 0.80 1.50 0.12-0.80 0.10-0.30
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/S-PCLNR/L (101) • A/S-PCLNR/L-X/G (102) • C#-MULNR/L-MW (16) • C#-PCLNR/L-12-JHP (21) • C#-PCLNR/L-X (24)
• C#-PCLNR/L-X-JHP (24) • DCLNR/L (25) • DCLNR/L-JHP-MC (25) • HSK A63WH-MULNR-J12MWX2 (17) • HSK A63WH-MULNR/L-MW (16)
• HSK A63WH-MUMNN-MW (17) • MULNR/L-12MW (15) • PCLNR/L (20) • PCLNR/L-12-JHP (21) • PCLNR/L-X (22) • PCLNR/L-X-JHP (23) • PCLNR/L-X-JHP-MC (23)
• S-DCLNR/L (99) • S-MULNR-MW (105)
CNGG-M4HF/M4HM (CBN) 80º Typ. x 2 95º
80° Rhombic Inserts with 4 L S 95º
Chipbreaking CBN Tips for
Machining Hardened Steel LE 95º
IC
Recommended Machining Data
RE
Dimensions
IB25HA ap f
Designation L IC S RE LE (mm) (mm/rev)
2.2 • 0.20-0.75 0.05-0.20
CNGG 120408-M4HF 12.90 12.70 4.76 0.80 2.4 • 0.50-1.00 0.05-0.20
CNGG 120412-M4HM 12.90 12.70 4.76 1.20
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/S-PCLNR/L (101) • C#-MULNR/L-MW (16) • C#-PCLNR/L-12-JHP (21) • C#-PCLNR/L-X (24) • C#-PCLNR/L-X-JHP (24)
• DCLNR/L (25) • HSK A63WH-MULNR-J12MWX2 (17) • HSK A63WH-MULNR/L-MW (16) • HSK A63WH-MUMNN-MW (17) • MULNR/L-12MW (15) • PCLNR/L (20)
• PCLNR/L-12-JHP (21) • PCLNR/L-X (22) • PCLNR/L-X-JHP (23) • PCLNR/L-X-JHP-MC (23) • S-DCLNR/L (99) • S-MULNR-MW (105) • A/S-PCLNR/L-X/G (102)
• DCLNR/L-JHP-MC (25)
226 ISCAR