
Page 108 - TURNING CATALOG p121-254
P. 108
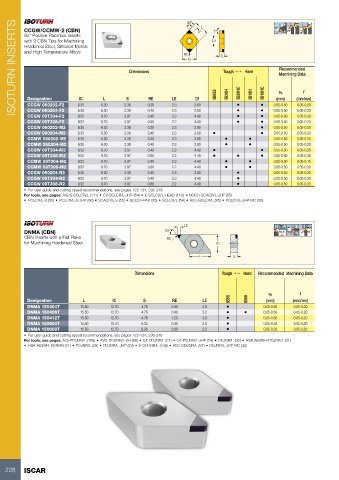
ISOTURN INSERTS CCGW/CCMW-2 (CBN) 80˚ 7° 99° 95º
80° Positive Rhombic Inserts D1 95º
with 2 CBN Tips for Machining L
Hardened Steel, Sintered Metals LE 91° 95º
and High Temperature Alloys
RE S Recommended
IC Machining Data
Dimensions Tough 1 Hard
Designation IC L S RE LE D1 IB05S ap f
IB20H
IB20HC (mm) (mm/rev)
IB10H 0.05-0.50 0.05-0.20
IB10HC 0.05-0.50 0.05-0.20
0.05-0.50 0.05-0.20
CCGW 060202-F2 6.35 6.30 2.38 0.20 2.3 2.80 •• 0.05-0.50 0.05-0.20
•• 0.05-0.50 0.05-0.20
CCGW 060204-F2 6.35 6.30 2.38 0.40 2.3 2.80 •• 0.05-0.50 0.05-0.20
0.05-0.50 0.05-0.20
CCGW 09T304-F2 9.52 9.70 3.97 0.40 2.3 4.40 •• 0.05-0.50 0.05-0.20
0.05-0.50 0.05-0.30
CCGW 09T308-F2 9.52 9.70 3.97 0.80 2.2 4.40 • 0.05-0.50 0.05-0.30
0.05-0.50 0.05-0.15
CCGW 060202-M2 6.35 6.30 2.38 0.20 2.3 2.80 • 0.05-0.50 0.05-0.30
2.80 • 0.05-0.50 0.05-0.20
CCGW 060204-M2 6.35 6.30 2.38 0.40 2.3 •• 0.05-0.50 0.05-0.20
0.05-0.50 0.05-0.20
CCMW 060202-M2 6.35 6.30 2.38 0.20 2.3 2.80 ••
CCMW 060204-M2 6.35 6.30 2.38 0.40 2.3 2.80 •
4.40 •
CCGW 09T304-M2 9.52 9.70 3.97 0.40 2.3 4.40 • • •
CCGW 09T308-M2 9.52 9.70 3.97 0.80 2.2 ••
CCMW 09T304-M2 9.52 9.70 3.97 0.40 2.3 4.40 ••
CCMW 09T308-M2 9.52 9.70 3.97 0.80 2.2 4.40 •
CCGW 060204-R2 6.35 6.30 2.38 0.40 2.3 2.80 •
CCGW 09T304-R2 9.52 9.70 3.97 0.40 2.3 4.40 •
CCGW 09T308-R2 9.52 9.70 3.97 0.80 2.2 4.40
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/E/S-SCLCR/L (111) • C#-SCLCR/L-JHP (54) • E-SCLCR/L-HEAD (110) • NQCH-SCACR/L-JHP (55)
• PCLCR/L-S (55) • PCLCR/L-S-JHP (56) • SCACR/L-S (55) • SCLCR-PAD (55) • SCLCR/L (54) • AVC-SCLCR/L (95) • PCLCR/L-JHP-MC (56)
DNMA (CBN) LE 60° 93º-95º 27°
CBN Inserts with a Flat Rake 55° MAX 50º MAX
for Machining Hardened Steel 62.5º MAX
RE 93º
L IC
S
Dimensions Tough 1 Hard Recommended Machining Data
IB55 ap f
IB50
Designation L IC S RE LE (mm) (mm/rev)
2.8 •
DNMA 150404T 15.50 12.70 4.76 0.40 •• 0.05-0.50 0.05-0.20
DNMA 150408T 15.50 12.70 4.76 0.80 3.2 0.05-0.50 0.05-0.20
3.0 •
DNMA 150412T 15.50 12.70 4.76 1.20 2.8 • 0.05-0.50 0.05-0.20
DNMA 150604T 15.50 12.70 6.35 0.40 3.2 • 0.05-0.50 0.05-0.20
DNMA 150608T 15.50 12.70 6.35 0.80 0.05-0.50 0.05-0.20
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/S-PDUNR/L (106) • AVC-DDUNR/L-VH (98) • C#-DDJNR/L (31) • C#-PDJNR/L-JHP (29) • DDJNR/L (30) • HSK A63WH-DDJNR/L (31)
• HSK A63WH-DDNNN (31) • PDJNR/L (28) • PDJNR/L-JHP (29) • S-DDUNR/L (106) • AVC-DDUNR/L (97) • DDJNR/L-JHP-MC (30)
228 ISCAR