
Page 83 - TURNING CATALOG p121-254
P. 83
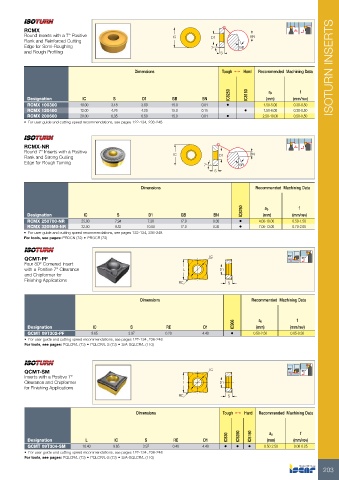
RCMX IC D1 IC8250 BN
Round Inserts with a 7° Positive IC8150GB
Flank and Reinforced Cutting Dimensions 7°
Edge for Semi-Roughing S ISOTURN INSERTS
and Rough Profiling
Tough 1 Hard Recommended Machining Data
ap f
Designation IC S D1 GB BN (mm) (mm/rev)
15.0 0.01 •
RCMX 100300 10.00 3.18 3.60 15.0 1.50-5.00 0.30-0.50
RCMX 120400 12.00 4.76 4.20 15.0 0.15 • 1.50-6.00 0.30-0.50
20.00 6.35 6.50 0.01 • 2.50-10.00 0.50-0.50
RCMX 200600
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
RCMX-NR IC D1 BN
Round 7° Inserts with a Positive GB
Flank and Strong Cutting Dimensions 7°
Edge for Rough Turning S Recommended Machining Data
IC8250 ap f
Designation IC S D1 GB BN (mm) (mm/rev)
17.0 • 4.00-10.00
RCMX 250700-NR 25.00 7.94 7.20 17.0 0.30 • 7.00-13.00 0.50-1.50
RCMX 3209M0-NR 32.00 9.52 10.00 0.30 0.70-2.00
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: PRDCN (72) • PRGCR (72)
QCMT-PF L IC 95º 95°
Four 80° Cornered Insert RE D1
with a Positive 7° Clearance S Recommended Machining Data
and Chipformer for
Finishing Applications
Dimensions
IC908 ap f
Designation IC S RE D1 (mm) (mm/rev)
4.40 • 0.50-2.50
QCMT 09T302-PF 9.65 3.97 0.20 0.05-0.30
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: PQLCR/L (73) • PQLCR/L-S (73) • S/A-SQLCR/L (110)
QCMT-SM IC 95º 95°
Inserts with a Positive 7° D1
Clearance and Chipformer L S
for Finishing Applications RE
Dimensions Tough 1 Hard Recommended Machining Data
IC830 ap f
IC8250
L IC S IC8150
Designation RE D1 (mm) (mm/rev)
0.40 •••
QCMT 09T304-SM 10.40 9.65 3.97 4.40 0.50-2.50 0.06-0.25
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: PQLCR/L (73) • PQLCR/L-S (73) • S/A-SQLCR/L (110)
203