
Page 87 - TURNING CATALOG p121-254
P. 87
60° 91º ISOTURN INSERTS
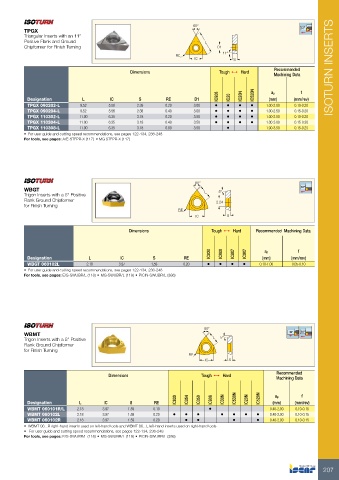
TPGX L Recommended
Triangular Inserts with an 11° D1 Machining Data
Positive Flank and Ground
Chipformer for Finish Turning
RE IC 11°
S
Dimensions Tough 1 Hard
IC908 ap f
IC20
IC20N
IC520N
Designation L IC S RE D1 (mm) (mm/rev)
••••
TPGX 090202-L 9.52 5.56 2.38 0.20 3.00 •••• 1.00-2.00 0.10-0.20
TPGX 090204-L 9.52 5.56 2.38 0.40 3.00 •••• 1.00-2.50 0.15-0.20
TPGX 110302-L 11.00 6.35 3.18 0.20 3.50 •••• 1.00-2.50 0.10-0.20
TPGX 110304-L 11.00 6.35 3.18 0.40 3.50 1.00-3.00 0.15-0.20
3.50 •
TPGX 110308-L 11.00 6.35 3.18 0.80 1.00-3.50 0.15-0.25
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/E-STFPR-X (117) • MG STFPR-X (117)
WBGT 80° 5° 93º
Trigon Inserts with a 5° Positive L
Flank Ground Chipformer Recommended Machining Data
for Finish Turning RE 2.24
IC S
Dimensions Tough 1 Hard
Designation L IC S RE IC830 ap f
0.20 IC908 (mm) (mm/rev)
IC807 0.10-1.00 0.05-0.10
IC907
WBGT 060102L 2.18 3.97 1.59 ••••
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: E/S-SWUBR/L (118) • MG-SWUBR/L (119) • PICIN-SWUBR/L (386)
WBMT 80° 91° 93º
Trigon Inserts with a 5° Positive L 5°
Flank Ground Chipformer Recommended
for Finish Turning RE Machining Data
IC
S
Dimensions Tough 1 Hard
Designation L IC S RE IC830 ap f
IC354
IC350 (mm) (mm/rev)
IC908 0.40-2.00 0.10-0.15
IC30N 0.40-2.00 0.10-0.15
IC530N 0.40-2.00 0.10-0.15
IC20N
IC520N
WBMT 060101R/L 2.18 3.97 1.59 0.10 • ••••
0.20 • • •
WBMT 060102L 2.18 3.97 1.59 •• ••
WBMT 060102R 2.18 3.97 1.59 0.20
• WBMT 06...R right-hand inserts used on left-hand tools and WBMT 06...L left-hand inserts used on right-hand tools
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: E/S-SWUBR/L (118) • MG-SWUBR/L (119) • PICIN-SWUBR/L (386)
207