
Page 89 - TURNING CATALOG p121-254
P. 89
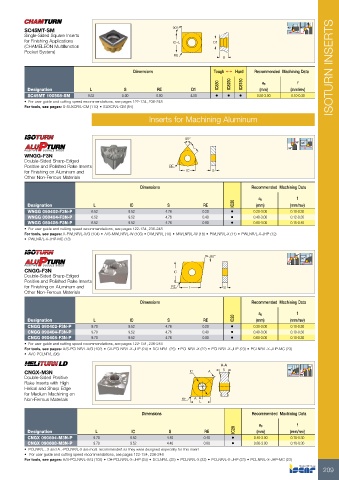
SC45MT-SM 90° IC830 45º
Single-Sided Square Inserts IC=L IC8250 45º 45º
for Finishing Applications RE IC8150
(CHAMELEON Multifunction D1
Pocket System) S ISOTURN INSERTS
Dimensions Tough 1 Hard Recommended Machining Data
ap f
(mm/rev)
Designation L S RE D1 (mm) 0.10-0.30
•••
SC45MT 100508-SM 9.53 5.00 0.80 4.50 0.50-3.00
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: S-SUXCR/L-CM (110) • SUXCR/L-CM (54)
Inserts for Machining Aluminum
WNGG-F3N 80° S 95° 95º
Double-Sided Sharp-Edged L 95°
Positive and Polished Rake Inserts
for Finishing on Aluminum and RE Recommended Machining Data
Other Non-Ferrous Materials IC
Dimensions
IC20 ap f
Designation L IC S RE (mm) (mm/rev)
0.20 • 0.20-3.00 0.10-0.30
WNGG 060402-F3N-P 6.52 9.52 4.76 0.40 • 0.40-3.00 0.12-0.35
0.15-0.40
WNGG 060404-F3N-P 6.52 9.52 4.76 0.80 • 0.80-3.00
WNGG 060408-F3N-P 6.52 9.52 4.76
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A-PWLNR/L-X/G (104) • A/S-MWLNR/L-W (103) • DWLNR/L (10) • MWLNR/L-W (18) • PWLNR/L-X (11) • PWLNR/L-X-JHP (12)
• PWLNR/L-X-JHP-MC (13)
CNGG-F3N IC 80° 95º
Double-Sided Sharp-Edged RE L S 95º
Positive and Polished Rake Inserts
for Finishing on Aluminum and Dimensions 95º
Other Non-Ferrous Materials
Recommended Machining Data
IC20 IC20 ap f
Designation L IC S RE (mm) (mm/rev)
0.20 • 0.30-3.00
CNGG 090402-F3N-P 9.70 9.52 4.76 0.40 • 0.40-3.00 0.10-0.30
CNGG 090404-F3N-P 9.70 9.52 4.76 0.80 • 0.80-3.00 0.10-0.30
CNGG 090408-F3N-P 9.70 9.52 4.76 0.10-0.30
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/S-PCLNR/L-X/G (102) • C#-PCLNR/L-X-JHP (24) • DCLNR/L (25) • PCLNR/L-X (22) • PCLNR/L-X-JHP (23) • PCLNR/L-X-JHP-MC (23)
• AVC-PCLNR/L (96)
CNGX-M3N A-A 95º
Double-Sided Positive IC A S 95º
Rake Inserts with High
Helical and Sharp Edge 95º
for Medium Machining on
Non-Ferrous Materials RE A
L
Dimensions Recommended Machining Data
ap f
Designation L IC S RE (mm) (mm/rev)
0.40 • 0.40-3.00
CNGX 090604-M3N-P 9.70 9.52 4.40 0.80 • 0.80-3.00 0.10-0.30
CNGX 090608-M3N-P 9.70 9.52 4.40 0.10-0.30
• PCLNR/L...X and A..-PCLNR/L-X are most recommended as they were designed especially for this insert
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/S-PCLNR/L-X/G (102) • C#-PCLNR/L-X-JHP (24) • DCLNR/L (25) • PCLNR/L-X (22) • PCLNR/L-X-JHP (23) • PCLNR/L-X-JHP-MC (23)
209