
Page 95 - TURNING CATALOG p121-254
P. 95
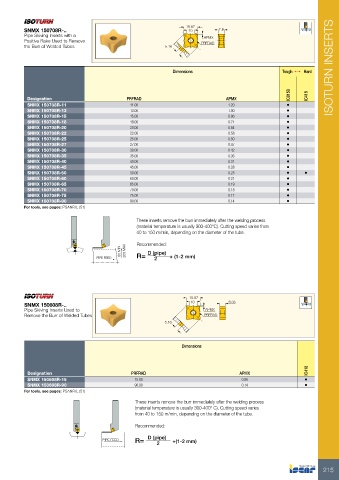
SNMX 150708R-.. 15.87 7.8 IC8150
Pipe Skiving Inserts with a 10 IC418
Positive Rake Used to Remove
the Burr of Welded Tubes APMX ISOTURN INSERTS
PRFRAD
5.16
Dimensions Tough 1 Hard
Designation PRFRAD APMX •
SNMX 150708R-11 •
SNMX 150708R-13 11.00 1.20 •
SNMX 150708R-15 13.00 1.00 •
SNMX 150708R-18 15.00 0.86 •
SNMX 150708R-20 18.00 0.71 •
SNMX 150708R-22 20.00 0.64 •
SNMX 150708R-25 22.00 0.58 •
SNMX 150708R-27 25.00 0.50 •
SNMX 150708R-30 27.00 0.47 •
SNMX 150708R-35 30.00 0.42 •
SNMX 150708R-40 35.00 0.36 •
SNMX 150708R-45 40.00 0.31 ••
SNMX 150708R-50 45.00 0.28 •
SNMX 150708R-60 50.00 0.25 •
SNMX 150708R-65 60.00 0.21 •
SNMX 150708R-70 65.00 0.19 •
SNMX 150708R-75 70.00 0.18 •
SNMX 150708R-90 75.00 0.17
90.00 0.14
For tools, see pages: PSANR/L (51)
These inserts remove the burr immediately after the welding process
PIPE FEED (material temperature is usually 300-400°C). Cutting speed varies from
40 to 150 m/min, depending on the diameter of the tube.
60 MIN Recommended:
200 MAX
R= D (pipe) + (1-2 mm)
2
SNMX 150608R-.. 15.87 6.35
Pipe Skiving Inserts Used to 10
Remove the Burr of Welded Tubes
APMX
PRFRAD
5.16
Dimensions
Designation PRFRAD APMX IC418
15.00 0.86
SNMX 150608R-15 90.00 0.14 •
SNMX 150608R-90 •
For tools, see pages: PSANR/L (51) 215
These inserts remove the burr immediately after the welding process
(material temperature is usually 300-400° C). Cutting speed varies
from 40 to 150 m/min, depending on the diameter of the tube.
Recommended:
PIPE FEED R= D (pipe) +(1-2 mm)
2