
Page 120 - DieAndMoldUserGuide_2017_RU
P. 120
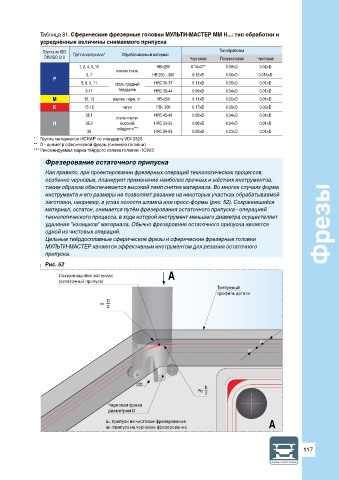
Таблица 81. Сферические фрезерные головки МУЛЬТИ-МАСТЕР ММ Н...: тип обработки и
усреднённые величины снимаемого припуска
Группа по ISO Тип обработки
Группа материала* Обрабатываемый материал
DIN/ISO 513 Черновая Получистовая Чистовая
1, 2, 4, 6, 10 HB<250 0.14×D** 0.08×D 0.02×D
мягкая сталь
3, 7 HB 250…300 0.12×D 0.06×D 0.015×D
P
5, 8, 9, 11 сталь средней HRC 30-37 0.11×D 0.05×D 0.01×D
9-11 твёрдости HRC 38-44 0.09×D 0.04×D 0.01×D
M 12, 13 мартен. нерж. ст. HB<250 0.11×D 0.05×D 0.01×D
K 15-18 чугун HB< 300 0.17×D 0.08×D 0.03×D
38.1 HRC 45-49 0.09×D 0.04×D 0.01×D
сталь и чугун
H 38.2 высокой HRC 50-55 0.06×D 0.04×D 0.01×D
твёрдости***
39 HRC 56-63 0.05×D 0.03×D 0.01×D
* Группа материалов ИСКАР по стандарту VDI 3323
** D - диаметр сферической фрезы (сменной головки)
*** Рекомендуемая марка твёрдого сплава головки - IC903
Фрезерование остаточного припуска
Как правило, при проектировании фрезерных операций технологических процессов,
особенно черновых, планируют применение наиболее прочных и жёстких инструментов:
таким образом обеспечивается высокий темп снятия материала. Во многих случаях форма
инструмента и его размеры не позволяют резание на некоторых участках обрабатываемой
заготовки, например, в углах полости штампа или пресс-формы (рис. 52). Сохранившийся
материал, остаток, снимается путём фрезерования остаточного припуска - операцией
технологического процесса, в ходе которой инструмент меньшего диаметра осуществляет
удаление "излишков" материала. Обычно фрезеровние остаточного припуска является Фрезы
одной из чистовых операций.
Цельные твёрдосплавные сферические фрезы и сферические фрезерные головки
МУЛЬТИ-МАСТЕР являются эффективным инструментом для резания остаточного
припуска.
Рис. 52
Сохранившийся материал A
(остаточный припуск)
Требуемый
профиль детали
D
r<
2
aX
aR
∅D
D
R≥
2
Черновая фреза
диаметром D
ax - припуск на чистовое фрезерование A
aR - припуск на черновое фрезерование
117
ШТАМПЫ И ПРЕСС-ФОРМЫ