
Page 51 - DieAndMoldUserGuide_2017_RU
P. 51
3 Фрезерование фасонных поверхностей
(профильное фрезерование)
Для прессоштампового производства характерна значительная доля фасонной обработки,
особено при изготовлении литьевых и пресс-форм. В связи с этим, говоря о режущем
инструменте, характеризующем эту отрасль, часто подразумевают как раз инструмент для
получения поверхностей сложного пространственного профиля и прежде всего, фрезы.
Именно такой инструмент наиболее востребован предприятиями, цехами и участками,
выпускающими штампы и формы.
Фасонные поверхности
В технической литературе фасонные поверхности называются также криволинейными,
профильными, трёхмерными, контурными, неплоскими и т.п.
3.1. Тороидальные фрезы
Режущая кромка зуба тороидальной фрезы лежит на поверхности тора - геометрической
фигуры, которая образуется вращением окружности вокруг оси, принадлежащей плоскости
окружности, когда ось лежит за пределами окружности или касается её. В случае
тороидальной фрезы названной осью является ось вращения инструмента. Очень наглядно
Фрезы Рис. 3.
тор (рис. 3) представлен многочисленными всеми любимыми кольцеобразным изделиями из
теста: бубликами, баранками, сушками и бейглами.
Что же касается “режущих бубликов” фрезерной линии, то они имеют ряд конструктивных
исполнений:
• Фрезы со сменными круглыми пластинами.
• Цельные твёрдосплавные (монолитные) тороидальные фрезы.
• Сменные монолитные тороидальные фрезерные головки.
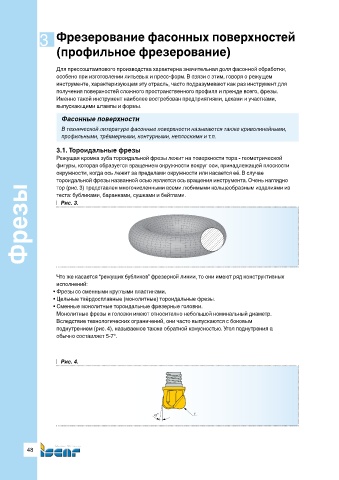
Монолитные фрезы и головки имеют относително небольшой номинальный диаметр.
Вследствие технологических ограничений, они часто выпускаются с боковым
поднутрением (рис. 4), называемое также обратной конусностью. Угол поднутрения α
обычно составляет 5-7°.
Рис. 4.
α° r
48