
Page 54 - DieAndMoldUserGuide_2017_RU
P. 54
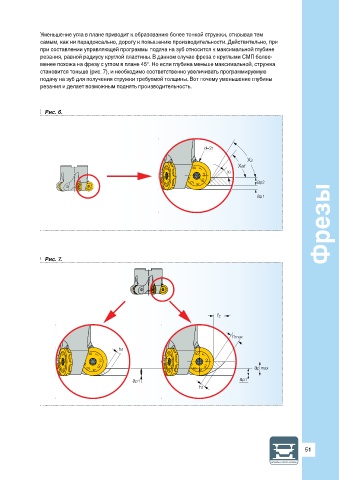
Уменьшение угла в плане приводит к образованию более тонкой стружки, открывая тем
самым, как ни парадоксально, дорогу к повышению производительности. Действительно, при
при составлении управляющей программы подача на зуб относится к максимальной глубине
резания, равной радиусу круглой пластины. В данном случае фреза с круглыми СМП более-
менее похожа на фрезу с углом в плане 45°. Но если глубина меньше максимальной, стружка
становится тоньше (рис. 7), и необходимо соответственно увеличивать программируемую
подачу на зуб для получения стружки требуемой толщины. Вот почему уменьшение глубины
резания и делает возможным поднять производительность.
Рис. 6.
d=2r
X2
Xeff
8 1
8
2 1 7 2 X1
3
6
6
8 1 5 5 4 ap2
Фрезы
8
2 1 7 2 3 4
3
6
6
4
5
5
3 4
ap1
Рис. 7.
8 1
2 1 7 2
8
3
6
6
4
5
5
3 4
fz
hmax
h1
8 1 8 8 1
2 1 7 2 2 1 7 2
8
3 6 6 3
ap max
6
6
5
4
5
4
5
5
3 4
3 4
ap1 ap1
h1
51
ШТАМПЫ И ПРЕСС-ФОРМЫ