
Page 52 - DieAndMoldUserGuide_2017_RU
P. 52
3.1.1. Фрезы со сменными круглыми пластинами
Большинство специалистов инструментально-прессового производства сходятся во
мнении, что фрезы с круглыми пластинами являются самым распространённым режущим
инструментом в отрасли, особенно при черновой и получистовой обработке внешних
и внутренних фасонных поверхностей штампов и форм. В черновых операциях, где
чрезвычайно важно добиться наибольшей скорости снятия материала, в полной мере
проявились два исключительных преимущества этих фрез, решившие их популярность,
причём, как раз круглая форма пластин и определяет данные преимущества.
Первое из них - прочность режущей кромки. Если вершина режущей кромки представляет
собой ахиллесову пяту пластин многоугольного контура, то у круглой пластины вершины
нет вообще, что делает её намного прочнее. В результате пластина способна воспринимать
бóльшую нагрузку, позволяет ужесточить режим резания, обеспечивая тем самым
повышение скорости снятия материала.
А вокруг ... всё круглое!
Инструмент для фасонного фрезерования должен иметь такую геометрию, которая в
процессе резания не только будет находиться в постоянном контакте с поверхностью
обработки, но и не приведёт к недопустимому искажению формы поверхности.
В самом общем случае для черновых, предварительных операций подходит фреза
любой геометрии. Говоря же о чистовой обработке, окончательно формирующей
трёхмерную поверхность, лишь режущая кромка, представляющая собой участок сферы,
соответствует отмеченным требованиям. Вот почему фрезы сложного режущего профиля:
тороидального и сферического, так распространены в производстве штампов и форм!
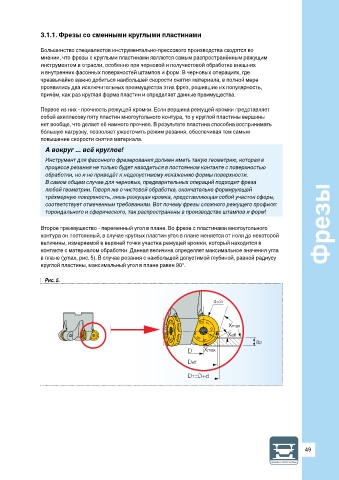
Второе преимущество - переменный угол в плане. Во фрезе с пластинами многоугольного Фрезы
контура он постоянный, в случае круглых пластин угол в плане меняется от ноля до некоторой
величины, измеряемой в верхней точки участка режущей кромки, который находится в
контакте с материалом обработки. Данная величина определяет максимальное значения угла
в плане (χmax, рис. 5). В случае резания с наибольшей допустимой глубиной, равной радиусу
круглой пластины, максимальный угол в плане равен 90°.
Рис. 5.
d=2r
8 1 Xmax
8
2 1 7 2
8 1
2 6 1 7 2 6 6 3 Xeff
8
3
6
4 5 5 4
5
5
ap
3 4
3 4
D Xmax
Deff
D1=D+d
49
ШТАМПЫ И ПРЕСС-ФОРМЫ