
Page 49 - MILLING_CATALOG_INCH_2022_P1-P92
P. 49
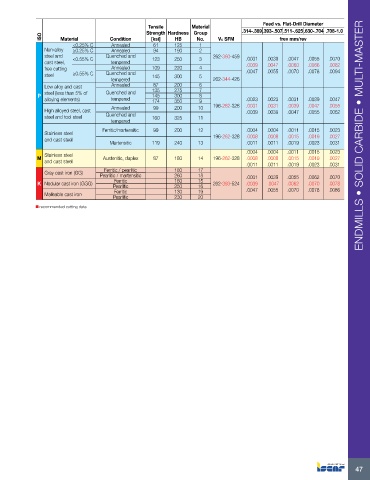
Feed vs. Flat-Drill Diameter
Tensile Material
Strength Hardness Group .314-.389.393-.507.511-.625.630-.704 .708-1.0
ISO Material Condition [ksi] HB No. Vc SFM frev mm/rev
<0.25% C Annealed 61 125 1
Non-alloy ≥0.25% C Annealed 94 190 2
steel and <0.55% C Quenched and 123 250 3 262-360-459 .0031 .0039 .0047 .0055 .0070
cast steel, tempered .0039 .0047 .0060 .0066 .0082
free cutting Annealed 109 220 4 .0047 .0055 .0070 .0078 .0094
steel ≥0.55% C Quenched and 145 300 5
tempered 262-344-426
Low alloy and cast Annealed 87 200 6
steel (less than 5% of Quenched and 135 275 7
P 145 300 8
alloying elements) tempered 174 350 9 .0023 .0023 .0031 .0039 .0047
High alloyed steel, cast Annealed 99 200 10 196-262-328 .0031 .0031 .0039 .0047 .0055
.0039
.0055
.0047
.0062
.0039
steel and tool steel Quenched and 160 325 11
tempered
Ferritic/martensitic 99 200 12 .0004 .0004 .0011 .0015 .0023
Stainless steel 196-262-328 .0008 .0008 .0015 .0019 .0027 ENDMILLS • SOLID CARBIDE • MULTI-MASTER
and cast steel
Martensitic 119 240 13 .0011 .0011 .0019 .0023 .0031
.0004 .0004 .0011 .0015 .0023
Stainless steel
M Austenitic, duplex 87 180 14 196-262-328 .0008 .0008 .0015 .0019 .0027
and cast steel
.0011 .0011 .0019 .0023 .0031
Ferritic / pearlitic 180 17
Gray cast iron (GG) Pearlitic / martensitic 260 18
Ferritic 160 15 .0031 .0039 .0055 .0062 .0070
K Nodular cast iron (GGG) Pearlitic 250 16 262-393-524 .0039 .0047 .0062 .0070 .0078
Ferritic
Malleable cast iron Pearlitic 130 19 .0047 .0055 .0070 .0078 .0086
20
230
recommended cutting data
47