
Page 64 - MILLING_CATALOG_INCH_2022_P1-P92
P. 64
ENDMILLS • SOLID CARBIDE • MULTI-MASTER
TP THSZMS
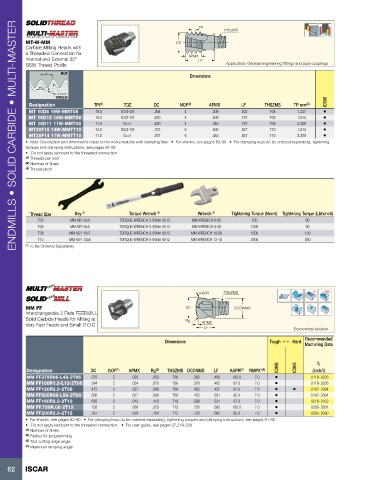
MT-W-MM DC
Carbide Milling Heads with
a Threaded Connection for APMX
Internal and External 55° LF
BSW Thread Profile Application: General engineering fittings and pipe couplings
NUT
TP Dimensions
55˚
RE=0.137TP
SCREW
Designation TPI (1) TDZ DC NOF (2) APMX LF THSZMS TP mm (3) IC908
MT 10D6 19W-MMT05 19.0 G1/4-3/8 .394 4 .209 .502 T05 1.337 •
MT 16D13 14W-MMT08 14.0 G1/2-7/8 .630 4 .500 .787 T08 1.814 •
MT 16D11 11W-MMT08 11.0 G=>1 .630 4 .453 .787 T08 2.309 •
MT20F15 14W-MMTT10 14.0 G3/4-7/8 .787 6 .500 .827 T10 1.814 •
MT20F14 11W-MMTT10 11.0 G=>1 .787 6 .453 .827 T10 2.309 •
• Note: Description and dimensions relate to the new products with clamping flats • For shanks, see pages 83-90 • For clamping keys (to be ordered separately), tightening
torques and clamping instructions, see pages 91-92
• Do not apply lubricant to the threaded connection
(1) Threads per inch
(2) Number of flutes
(3) Thread pitch
Thread Size Key (1) Torque Wrench (1) Wrench (1) Tightening Torque (Nxcm) Tightening Torque (Lbfxinch)
T05 MM KEY 6x4 TORQUE WRENCH 5-50Nm 9X12 MM WRENCH 6-05 700 60
T06 MM KEY 8x5 TORQUE WRENCH 5-50Nm 9X12 MM WRENCH 8-06 1000 90
T08 MM KEY 10x7 TORQUE WRENCH 5-50Nm 9X12 MM WRENCH 10-08 1500 130
T10 MM KEY 13x8 TORQUE WRENCH 5-50Nm 9X12 MM WRENCH 13-10 2800 250
(1) To Be Ordered Separately
KAPR THSZMS Rd°
MM FF DC DCONMS
Interchangeable 2 Flute FEEDMILL
Solid Carbide Heads for Milling at Rg
Very Fast Feeds and Small D.O.C. APMX
LF Economical solution
Recommended
Dimensions Tough 1 Hard
Machining Data
IC908 IC903 fz
Designation DC NOF (1) APMX Rg (2) THSZMS DCONMS LF KAPR (3) RMPX° (4) (inch/t)
MM FF375R06-L49-2T06 .375 2 .020 .059 T06 .360 .490 100.0 7.0 • .0118-.0236
MM FF100R1.5-L12-2T06 .394 2 .024 .079 T06 .378 .492 97.0 7.0 • .0118-.0236
MM FF120R2.0-2T08 .472 2 .027 .098 T08 .453 .437 97.0 7.0 • • .0197-.0394
MM FF500R08-L59-2T08 .500 2 .027 .098 T08 .453 .591 95.0 7.0 • .0197-.0394
MM FF160R2.0-2T10 .630 2 .043 .118 T10 .598 .531 97.0 7.0 • .0216-.0433
MM FF.750R.08-2T12 .750 2 .056 .079 T12 .726 .685 100.0 7.0 • .0295-.0591
MM FF200R2.0-2T12 .787 2 .059 .134 T12 .726 .685 95.0 7.0 • .0295-.0590
• For shanks, see pages 83-90 • For clamping keys (to be ordered separately), tightening torques and clamping instructions, see pages 91-92
• Do not apply lubricant to the threaded connection. • For user guide, see pages 37,219-228
(1) Number of flutes
(2) Radius for programming
(3) Tool cutting edge angle
(4) Maximum ramping angle
62 ISCAR