
Page 65 - MILLING_CATALOG_INCH_2022_P1-P92
P. 65
LF Rd°
KAPR THSZMS
MM EFF DC DCONMS
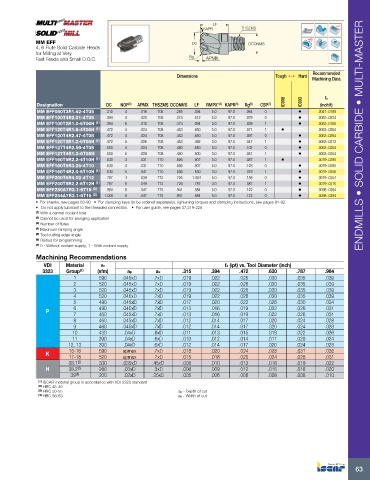
4, 6 Flute Solid Carbide Heads
for Milling at Very
Fast Feeds and Small D.O.C. Rg APMX
Dimensions Tough 1 Hard Recommended
Machining Data
IC908 IC903 fz
Designation DC NOF (3) APMX THSZMS DCONMS LF RMPX° (4) KAPR (5) Rg (6) CSP (7) (inch/t)
MM EFF080T3R1.62-4T05 .315 4 .016 T05 .295 .394 5.0 97.0 .064 0 • .0047-.0189
MM EFF100T4R2.01-4T06 .394 4 .020 T06 .374 .512 5.0 97.0 .079 0 • .0063-.0224
MM EFF100T2R1.0-6T06H (1) .394 6 .018 T06 .374 .394 3.0 97.0 .039 1 • .0063-.0185
MM EFF120T4R1.8-4T08H (1) .472 4 .024 T08 .453 .650 5.0 97.0 .071 1 • .0063-.0264
MM EFF120T4R2.47-4T08 .472 4 .024 T08 .453 .650 5.0 97.0 .097 0 • .0063-.0264 ENDMILLS • SOLID CARBIDE • MULTI-MASTER
MM EFF120T2R1.2-6T08H (1) .472 6 .026 T08 .453 .492 3.0 97.0 .047 1 • .0063-.0213
MM EFF127T4R2.59-4T08 .500 4 .024 T08 .480 .650 5.0 97.0 .102 0 • .0063-.0264
MM EFF127T4R1.3-6T08H .500 6 .028 T08 .480 .500 3.0 97.0 .051 1 • .0063-.0264
MM EFF160T5R2.2-4T10H (1) .630 4 .031 T10 .606 .807 5.0 97.0 .087 1 • .0079-.0295
MM EFF160T5R3.25-4T10 .630 4 .031 T10 .606 .807 5.0 97.0 .128 0 • .0079-.0295
MM EFF160T4R2.0-6T10H (1) .630 6 .041 T10 .606 .630 3.0 97.0 .079 1 • .0079-.0256
MM EFF200T6R4.02-4T12 .787 4 .039 T12 .726 1.004 5.0 97.0 .158 0 • .0079-.0354
MM EFF200T5R2.2-6T12H (1) .787 6 .049 T12 .726 .787 3.0 97.0 .087 1 • .0079-.0315
MM EFF250A7R3.1-6T15 (2) .984 6 .047 T15 .941 .984 5.0 97.0 .122 0 • .0098-.0394
MM EFF254A7R3.1-6T15 (2) 1.000 6 .047 T15 .941 .984 5.0 97.0 .122 0 • .0098-.0394
• For shanks, see pages 83-90 • For clamping keys (to be ordered separately), tightening torques and clamping instructions, see pages 91-92
• Do not apply lubricant to the threaded connection. • For user guide, see pages 37,219-228
(1) With a central coolant hole
(2) Cannot be used for plunging application
(3) Number of flutes
(4) Maximum ramping angle
(5) Tool cutting edge angle
(6) Radius for programming
(7) 0 - Without coolant supply, 1 - With coolant supply
Machining Recommendations
VDI Material vc fz (ipt) vs. Tool Diameter (inch)
3323 Group (1) (sfm) ap ae .315 .394 .472 .630 .787 .984
1 590 .045xD .7xD .019 .022 .026 .030 .035 .039
2 520 .045xD .7xD .019 .022 .026 .030 .035 .039
3 520 .045xD .7xD .019 .022 .026 .030 .035 .039
4 520 .045xD .7xD .019 .022 .026 .030 .035 .039
5 490 .045xD .7xD .017 .020 .022 .026 .030 .034
6 490 .045xD .7xD .013 .016 .019 .022 .026 .031
P
7 460 .045xD .7xD .013 .016 .019 .022 .026 .031
8 460 .045xD .7xD .012 .014 .017 .020 .024 .028
9 460 .045xD .7xD .012 .014 .017 .020 .024 .028
10 430 .04xD .6xD .011 .013 .015 .019 .022 .026
11 390 .04xD .6xD .010 .012 .014 .017 .020 .024
12, 13 390 .04xD .6xD .012 .014 .017 .020 .024 .028
K 15-16 590 apmax .7xD .018 .020 .024 .028 .031 .035
17-18 520 apmax .7xD .015 .018 .020 .024 .028 .031
38.1 (2) 330 .035xD .45xD .008 .010 .013 .016 .019 .022
H 38.2 (3) 260 .03xD .3xD .006 .009 .012 .015 .018 .020
39 (4) 200 .02xD .25xD .005 .006 .006 .008 .008 .010
(1) ISCAR material group in accordance with VDI 3323 standard
(2) HRC 45-49
(3) HRC 50-55 ap - Depth of cut
(4) HRC 56-63 ae - Width of cut
63