
Page 69 - MILLING_CATALOG_INCH_2022_P1-P92
P. 69
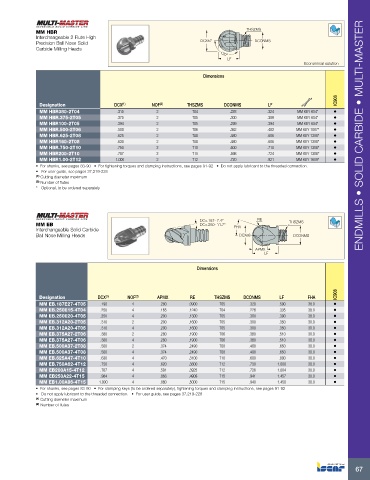
MM HBR THSZMS
Interchangeable 2 Flute High
Precision Ball Nose Solid DCXh7 DCONMS
Carbide Milling Heads
120°
LF
Economical solution
Dimensions
IC908
Designation DCX (1) NOF (2) THSZMS DCONMS LF
MM HBR080-2T04 .315 2 T04 .228 .324 MM KEY 6X4* •
MM HBR.375-2T05 .375 2 T05 .300 .389 MM KEY 6X4* •
MM HBR100-2T05 .394 2 T05 .299 .394 MM KEY 6X4* •
MM HBR.500-2T06 .500 2 T06 .362 .482 MM KEY 10X7* •
MM HBR.625-2T08 .625 2 T08 .480 .606 MM KEY 13X8* • ENDMILLS • SOLID CARBIDE • MULTI-MASTER
MM HBR160-2T08 .630 2 T08 .480 .606 MM KEY 13X8* •
MM HBR.750-2T10 .750 2 T10 .600 .710 MM KEY 13X8* •
MM HBR200-2T10 .787 2 T10 .598 .724 MM KEY 13X8* •
MM HBR1.00-2T12 1.000 2 T12 .720 .921 MM KEY 16X9* •
• For shanks, see pages 83-90 • For tightening torques and clamping instructions, see pages 91-92 • Do not apply lubricant to the threaded connection.
• For user guide, see pages 37,219-228
(1) Cutting diameter maximum
(2) Number of flutes
* Optional, to be ordered separately
RE
MM EB DC=.187- 7.4° FHA THSZMS
DC=.250- 11.7°
Interchangeable Solid Carbide
Ball Nose Milling Heads DCXe8 DCONMS
APMX
LF
Dimensions
IC908
Designation DCX (1) NOF (2) APMX RE THSZMS DCONMS LF FHA
MM EB.187E27-4T05 .190 4 .280 .0900 T05 .320 .590 38.0 •
MM EB.250E15-4T04 .250 4 .165 .1240 T04 .228 .335 38.0 •
MM EB.250E20-4T05 .250 4 .200 .1300 T05 .300 .390 38.0 •
MM EB.312A20-2T05 .310 2 .200 .1600 T05 .300 .350 30.0 •
MM EB.312A20-4T05 .310 4 .200 .1600 T05 .300 .350 30.0 •
MM EB.375A27-2T06 .380 2 .280 .1900 T06 .360 .510 30.0 •
MM EB.375A27-4T06 .380 4 .280 .1900 T06 .360 .510 30.0 •
MM EB.500A37-2T08 .500 2 .374 .2490 T08 .488 .650 30.0 •
MM EB.500A37-4T08 .500 4 .374 .2490 T08 .488 .650 30.0 •
MM EB.625A47-4T10 .630 4 .470 .3100 T10 .600 .800 30.0 •
MM EB.750A62-4T12 .750 4 .620 .3800 T12 .730 1.000 30.0 •
MM EB200A15-4T12 .787 4 .591 .3925 T12 .726 1.004 30.0 •
MM EB250A22-4T15 .984 4 .866 .4909 T15 .941 1.457 30.0 •
MM EB1.00A86-4T15 1.000 4 .860 .5000 T15 .940 1.450 30.0 •
• For shanks, see pages 83-90 • For clamping keys (to be ordered separately), tightening torques and clamping instructions, see pages 91-92
• Do not apply lubricant to the threaded connection. • For user guide, see pages 37,219-228
(1) Cutting diameter maximum
(2) Number of flutes
67