
Page 70 - MILLING_CATALOG_INCH_2022_P1-P92
P. 70
LF
ENDMILLS • SOLID CARBIDE • MULTI-MASTER
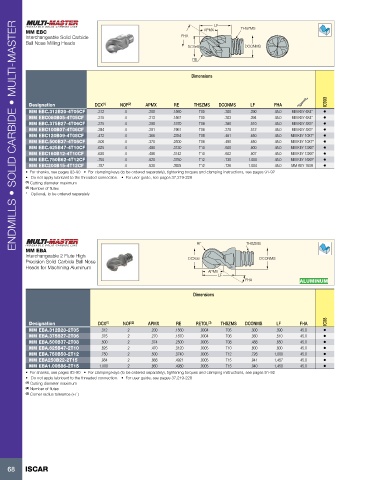
MM EBC APMX THSZMS
Interchangeable Solid Carbide FHA
Ball Nose Milling Heads
DCXe8 DCONMS
RE
Dimensions
IC903
Designation DCX (1) NOF (2) APMX RE THSZMS DCONMS LF FHA
MM EBC.312B20-4T05CF .312 4 .200 .1560 T05 .300 .390 45.0 MM KEY 6X4* •
MM EBC080B05-4T05CF .315 4 .213 .1567 T05 .303 .394 45.0 MM KEY 6X4* •
MM EBC.375B27-4T06CF .375 4 .290 .1870 T06 .360 .510 45.0 MM KEY 8X5* •
MM EBC100B07-4T06CF .394 4 .291 .1961 T06 .378 .512 45.0 MM KEY 8X5* •
MM EBC120B09-4T08CF .472 4 .366 .2354 T08 .461 .650 45.0 MM KEY 10X7* •
MM EBC.500B37-4T08CF .500 4 .370 .2500 T08 .490 .650 45.0 MM KEY 10X7* •
MM EBC.625B47-4T10CF .625 4 .480 .3130 T10 .600 .800 45.0 MM KEY 13X8* •
MM EBC160B12-4T10CF .630 4 .488 .3142 T10 .602 .807 45.0 MM KEY 13X8* •
MM EBC.750B62-4T12CF .750 4 .620 .3750 T12 .730 1.000 45.0 MM KEY 16X9* •
MM EBC200B15-4T12CF .787 4 .630 .3925 T12 .726 1.004 45.0 MM KEY 16X9 •
• For shanks, see pages 83-90 • For clamping keys (to be ordered separately), tightening torques and clamping instructions, see pages 91-92
• Do not apply lubricant to the threaded connection. • For user guide, see pages 37,219-228
(1) Cutting diameter maximum
(2) Number of flutes
* Optional, to be ordered separately
RE THSZMS
MM EBA
Interchangeable 2 Flute High DCXe8 DCONMS
Precision Solid Carbide Ball Nose
Heads for Machining Aluminum
APMX
LF
FHA ALUMINUM
Dimensions
Designation DCX (1) NOF (2) APMX RE RETOL (3) THSZMS DCONMS LF FHA IC08
MM EBA.312B20-2T05 .312 2 .200 .1560 .0004 T05 .300 .390 45.0 •
MM EBA.375B27-2T06 .375 2 .270 .1870 .0004 T06 .360 .510 45.0 •
MM EBA.500B37-2T08 .500 2 .374 .2500 .0005 T08 .488 .650 45.0 •
MM EBA.625B47-2T10 .625 2 .470 .3120 .0005 T10 .600 .800 45.0 •
MM EBA.750B50-2T12 .750 2 .500 .3740 .0005 T12 .726 1.000 45.0 •
MM EBA250B22-2T15 .984 2 .866 .4921 .0005 T15 .941 1.457 45.0 •
MM EBA1.00B86-2T15 1.000 2 .860 .4980 .0005 T15 .940 1.450 45.0 •
• For shanks, see pages 83-90 • For clamping keys (to be ordered separately), tightening torques and clamping instructions, see pages 91-92
• Do not apply lubricant to the threaded connection. • For user guide, see pages 37,219-228
(1) Cutting diameter maximum
(2) Number of flutes
(3) Corner radius tolerance (+/-)
68 ISCAR