
Page 129 - MILLING_CATALOG_INCH_2022_P361-P592
P. 129
IC
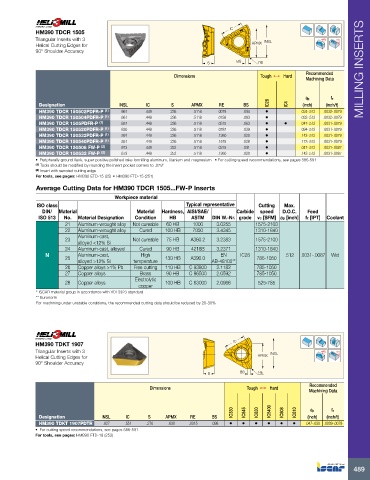
HM390 TDCR 1505
Triangular Inserts with 3 INSL Rd°
Helical Cutting Edges for APMX
90° Shoulder Accuracy
S BS RE
Dimensions Tough 1 Hard Recommended MILLING INSERTS
Machining Data
ap fz
Designation INSL IC S APMX RE BS IC28 IC4 (inch) (inch/t)
HM390 TDCR 150502PDFR-P (1) .661 .449 .236 .5118 .0079 .094 • .024-.512 .0032-.0079
HM390 TDCR 150504PDFR-P (1) .661 .449 .236 .5118 .0158 .093 • .032-.512 .0032-.0079
HM390 TDCR 1505PDFR-P (1) .657 .449 .236 .5118 .0315 .063 • • .047-.512 .0031-.0079
HM390 TDCR 150520PDFR-P (1) .630 .449 .236 .5118 .0787 .039 • .094-.512 .0031-.0079
HM390 TDCR 150532PDFR-P (1) .591 .449 .236 .5118 .1260 .020 • .142-.512 .0031-.0079
HM390 TDCR 150540PDFR-P (1) .551 .449 .236 .5118 .1575 .028 • .173-.512 .0031-.0079
HM390 TDCR 150508 FW-P (2) .673 .449 .252 .5118 .0315 .091 • .047-.512 .0031-.0087
HM390 TDCR 150532 FW-P (2) .673 .449 .252 .5118 .1260 .020 • .142-.512 .0031-.0087
• Peripherally ground flank, super positive polished rake formilling aluminum, titanium and magnesium • For cutting speed recommendations, see pages 586-591
(1) Tools should be modified by rounding the insert pocket corners to .079"
(2) Insert with serrated cutting edge
For tools, see pages: HM390 ETD-15 (25) • HM390 FTD-15 (251)
Average Cutting Data for HM390 TDCR 1505...FW-P Inserts
Workpiece material
ISO class Typical representative Cutting Max.
DIN/ Material Material Hardness, AISI/SAE/ Carbide speed D.O.C. Feed
ISO 513 No. Material Designation Condition HB ASTM DIN W.-Nr. grade vc [SFM] ap [inch] fz [IPT] Coolant
21 Aluminum-wrought alloy Not cureable 60 HB 1000 3.0255 1575-2100
22 Aluminum-wrought alloy Cured 100 HB 7050 3.4345 1310-1840
Aluminum-cast,
23 Not cureable 75 HB A360.2 3.2383 1575-2100
alloyed <12% Si
24 Aluminum-cast, alloyed Cured 90 HB 4218B 3.2371 1310-1840
N Aluminum-cast, High EN IC28 .512 .0031-.0087 Wet
25 130 HB A390.0 785-1050
alloyed >12% Si temperature AB-48100**
26 Copper alloys >1% Pb Free cutting 110 HB C 93800 2.1182 785-1050
27 Copper alloys Brass 90 HB C 86500 2.0592 785-1050
Electrolytic
28 Copper alloys 100 HB C 63000 2.0966 525-785
copper
* ISCAR material group in accordance with VDI 3323 standard
** Euronorm
For machining under unstable conditions, the recommended cutting data should be reduced by 20-30%
HM390 TDKT 1907 IC
Triangular Inserts with 3 INSL Rd°
Helical Cutting Edges for APMX
90° Shoulder Accuracy
S BS RE
Recommended
Dimensions Tough 1 Hard
Machining Data
IC330 IC845 IC830 IC5400 IC808 IC810 ap fz
Designation INSL IC S APMX RE BS (inch) (inch/t)
HM390 TDKT 1907PDTR .827 .551 .276 .630 .0315 .098 • • • • • • .047-.630 .0039-.0079
• For cutting speed recommendations, see pages 586-591
For tools, see pages: HM390 FTD-19 (253)
489