
Page 133 - MILLING_CATALOG_INCH_2022_P361-P592
P. 133
W1 Rd°
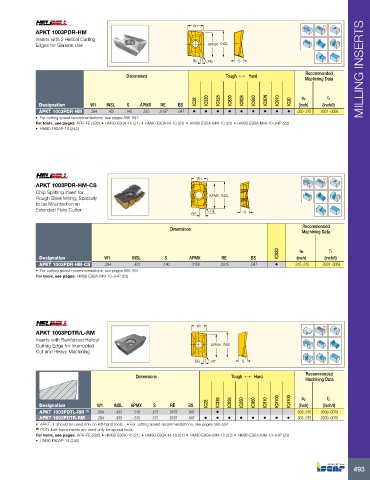
APKT 1003PDR-HM
Inserts with 2 Helical Cutting
Edges for General Use APMX INSL
BS RE S
Dimensions Tough 1 Hard Recommended MILLING INSERTS
Machining Data
IC28 IC330 IC328 IC830 IC928 IC950 IC30N IC910 IC20 ap fz
Designation W1 INSL S APMX RE BS (inch) (inch/t)
APKT 1003PDR-HM .264 .431 .140 .315 .0197 .047 • • • • • • • • • .035-.315 .0031-.0059
• For cutting speed recommendations, see pages 586-591
For tools, see pages: APK-FE (280) • HM90 E90A-10 (21) • HM90 E90A-M-10 (24) • HM90 E90A-MM-10 (23) • HM90 E90A-MM-10-JHP (23)
• HM90 F90AP-10 (242)
W1 Rd°
APKT 1003PDR-HM-CS
Chip Splitting Insert for
Rough Steel Milling, Specially APMX INSL
to be Mounted on an
Extended Flute Cutter RE
BS S
Recommended
Dimensions Machining Data
IC830 ap fz
Designation W1 INSL S APMX RE BS (inch) (inch/t)
APKT 1003PDR-HM-CS .264 .431 .140 .3150 .0315 .047 • .315-.315 .0031-.0059
• For cutting speed recommendations, see pages 586-591
For tools, see pages: HM90 E90A-MM-10-JHP (23)
W1 Rd°
APKT 1003PDTR/L-RM
Inserts with Reinforced Helical
Cutting Edge for Interrupted APMX INSL
Cut and Heavy Machining
BS RE S
Dimensions Tough 1 Hard Recommended
Machining Data
fz
ap
Designation W1 INSL APMX S RE BS IC28 IC328 IC928 IC250 IC950 IC910 IC5100 IC4100 (inch) (inch/t)
APKT 1003PDTL-RM (1) .264 .433 .315 .137 .0197 .047 • .035-.315 .0039-.0079
APKT 1003PDTR-RM .264 .433 .315 .137 .0197 .047 • • • • • • • • .035-.315 .0039-.0079
• APKT...L should be used only on left-hand tools. • For cutting speed recommendations, see pages 586-591
(1) PDTL-Left-hand inserts are used only for special tools.
For tools, see pages: APK-FE (280) • HM90 E90A-10 (21) • HM90 E90A-M-10 (24) • HM90 E90A-MM-10 (23) • HM90 E90A-MM-10-JHP (23)
• HM90 F90AP-10 (242)
493