
Page 131 - MILLING_CATALOG_INCH_2022_P361-P592
P. 131
W1
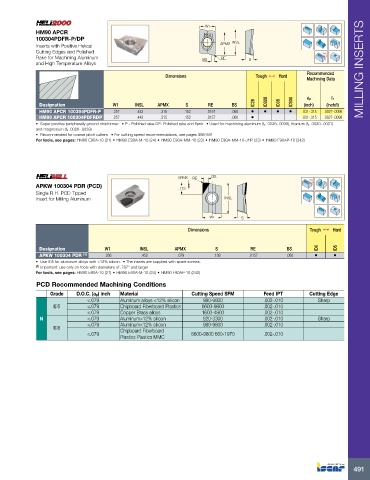
HM90 APCR
100304PDFR-P/DP
Inserts with Positive Helical APMX lNSL
Cutting Edges and Polished Rd°
Rake for Machining Aluminum BS RE S
and High Temperature Alloys MILLING INSERTS
Dimensions Tough 1 Hard Recommended
Machining Data
fz
ap
Designation W1 INSL APMX S RE BS IC28 IC928 IC08 IC908 (inch) (inch/t)
HM90 APCR 100304PDFR-P .257 .443 .315 .152 .0157 .060 • • • • .031-.315 .0027-.0098
HM90 APCR 100304PDFRDP .257 .443 .315 .152 .0157 .060 • .031-.315 .0027-.0098
• Super positive peripherally ground chipformer • P - Polished rake DP- Polished rake and flank • Used for machining aluminum (fz .0028-.0098), titanium (fz .0020-.0031)
and magnesium (fz .0020-.0039)
• Recommended for coarse pitch cutters • For cutting speed recommendations, see pages 586-591
For tools, see pages: HM90 E90A-10 (21) • HM90 E90A-M-10 (24) • HM90 E90A-MM-10 (23) • HM90 E90A-MM-10-JHP (23) • HM90 F90AP-10 (242)
APMX RE BS Rd°
APKW 100304 PDR (PCD) .173
Single R.H. PCD Tipped
Insert for Milling Aluminum INSL
W1 S
Dimensions Tough 1 Hard
Designation W1 INSL APMX S RE BS ID8 ID5
APKW 100304 PDR (1) .266 .452 .079 .138 .0157 .060 • •
• Use ID5 for aluminum alloys with <12% silicon. • The inserts are supplied with spare screws.
(1) Important: use only on tools with diameters of .787" and larger
For tools, see pages: HM90 E90A-10 (21) • HM90 E90A-M-10 (24) • HM90 F90AP-10 (242)
PCD Recommended Machining Conditions
Grade D.O.C. (ap) inch Material Cutting Speed SFM Feed IPT Cutting Edge
<.079 Aluminum alloys <12% silicon 980-9800 .002-.010 Sharp
ID5 <.079 Chipboard Fiberboard Plastics 6600-9800 .002-.010
<.079 Copper Brass alloys 1600-4900 .002-.010
N <.079 Aluminum>12% silicon 820-3300 .002-.010 Sharp
<.079 Aluminum<12% silicon 980-9800 .002-.010
ID8 Chipboard Fiberboard
<.079 6600-9800 660-1970 .002-.010
Plastics Plastics MMC
491