
Page 134 - MILLING_CATALOG_INCH_2022_P361-P592
P. 134
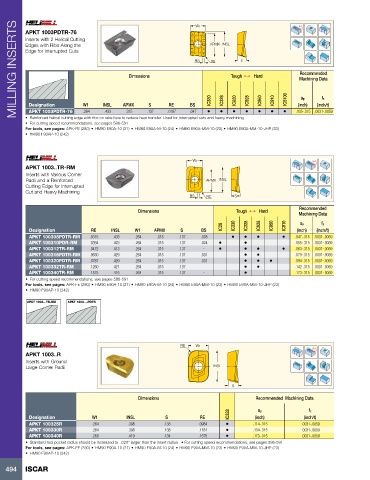
MILLING INSERTS APKT 1003PDTR-76 Dimensions BS APMX INSL Tough 1 Hard Rd° Recommended
W1
Inserts with 2 Helical Cutting
Edges with Ribs Along the
Edge for Interrupted Cuts
S
RE
Machining Data
fz
ap
BS
INSL
(inch)
APMX
S
W1
Designation
RE
(inch/t)
.264
.315
APKT 1003PDTR-76
.433
• Reinforced helical cutting edge with ribs on rake face to reduce heat transfer. Used for interrupted cuts and heavy machining
• For cutting speed recommendations, see pages 586-591 .137 .0197 .047 • IC330 • IC328 • IC830 • IC928 • IC950 • IC910 • IC5100 .035-.315 .0031-.0059
For tools, see pages: APK-FE (280) • HM90 E90A-10 (21) • HM90 E90A-M-10 (24) • HM90 E90A-MM-10 (23) • HM90 E90A-MM-10-JHP (23)
• HM90 F90AP-10 (242)
W1 Rd°
APKT 1003..TR-RM
Inserts with Various Corner
Radii and a Reinforced APMX INSL
Cutting Edge for Interrupted
Cut and Heavy Machining
BS RE S
Dimensions Tough 1 Hard Recommended
Machining Data
IC28 IC330 IC328 IC928 IC950 IC910 ap fz
Designation RE INSL W1 APMX S BS (inch) (inch/t)
APKT 100308PDTR-RM .0315 .433 .264 .315 .137 .035 • • • • .047-.315 .0031-.0059
APKT 100310PDR-RM .0394 .423 .264 .315 .137 .024 • • .055-.315 .0031-.0059
APKT 100312TR-RM .0472 .413 .264 .315 .137 - • • • • .063-.315 .0031-.0059
APKT 100316PDTR-RM .0630 .429 .264 .315 .137 .031 • • .079-.315 .0031-.0059
APKT 100320PDTR-RM .0787 .429 .264 .315 .137 .031 • • • .094-.315 .0031-.0059
APKT 100332TR-RM .1260 .421 .264 .315 .137 - • • .142-.315 .0031-.0059
APKT 100340TR-RM .1575 .415 .264 .315 .137 - • .173-.315 .0031-.0059
• For cutting speed recommendations, see pages 586-591
For tools, see pages: APK-FE (280) • HM90 E90A-10 (21) • HM90 E90A-M-10 (24) • HM90 E90A-MM-10 (23) • HM90 E90A-MM-10-JHP (23)
• HM90 F90AP-10 (242)
APKT 1003…TR-RM APKT 1003….PDTR
RE W1 Rd°
APKT 1003..R
Inserts with Ground
Large Corner Radii INSL
S
Dimensions Recommended Machining Data
IC328 ap fz
Designation W1 INSL S RE (inch) (inch/t)
APKT 100325R .264 .398 .138 .0984 • .114-.315 .0031-.0059
APKT 100330R .264 .398 .138 .1181 • .134-.315 .0031-.0059
APKT 100340R .266 .419 .134 .1575 • .173-.315 .0031-.0059
• Standard tool pocket radius should be increased to .020" larger than the insert radius • For cutting speed recommendations, see pages 586-591
For tools, see pages: APK-FE (280) • HM90 E90A-10 (21) • HM90 E90A-M-10 (24) • HM90 E90A-MM-10 (23) • HM90 E90A-MM-10-JHP (23)
• HM90 F90AP-10 (242)
494 ISCAR