
Page 49 - MILLING_CATALOG_INCH_2022_P361-P592
P. 49
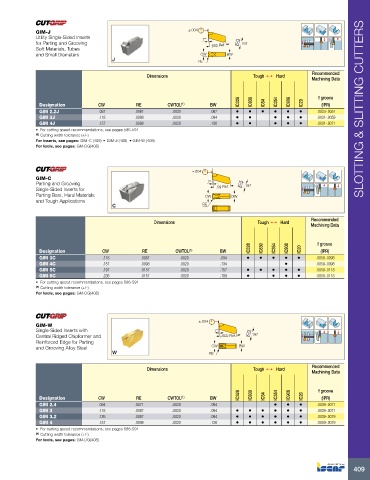
GIM-J ±.004
Utility Single-Sided Inserts 7°
for Parting and Grooving .602 Ref. .197
Soft Materials, Tubes
and Small Diameters CW BW
RE
Dimensions Tough 1 Hard Recommended
Machining Data
IC328 IC830 IC354 IC908 f groove
Designation CW RE CWTOL (1) BW IC54 IC20 (IPR)
GIM 2.2J .087 .0067 .0020 .067 • • • • • • .0024-.0051 SLOTTING & SLITTING CUTTERS
GIM 3J .118 .0098 .0020 .094 • • • • • .0031-.0059
GIM 4J .157 .0098 .0020 .126 • • • • • .0031-.0071
• For cutting speed recommendations, see pages 586-591
(1) Cutting width tolerance (+/-)
For inserts, see pages: GIM-C (409) • GIM-J (409) • GIM-W (409)
For tools, see pages: GM-DG(408)
±.004
GIM-C
Parting and Grooving 7° .197
Single-Sided Inserts for .59 Ref.
Parting Bars, Hard Materials CW BW
and Tough Applications
RE
Recommended
Dimensions Tough 1 Hard Machining Data
IC328 IC830 IC354 IC908 IC20 f groove
Designation CW RE CWTOL (1) BW (IPR)
GIM 3C .118 .0087 .0020 .094 • • • • • .0059-.0098
GIM 4C .157 .0098 .0020 .134 • .0059-.0098
GIM 5C .197 .0157 .0020 .157 • • • • • .0059-.0118
GIM 6C .236 .0157 .0020 .189 • • • • .0059-.0118
• For cutting speed recommendations, see pages 586-591
(1) Cutting width tolerance (+/-)
For tools, see pages: GM-DG(408)
GIM-W ±.004
Single-Sided Inserts with 7°
Central Ridged Chipformer and .602 Ref. .197
Reinforced Edge for Parting
and Grooving Alloy Steel CW BW
RE
Recommended
Dimensions Tough 1 Hard
Machining Data
IC328 IC830 IC354 IC908 f groove
Designation CW RE CWTOL (1) BW IC54 IC20 (IPR)
GIM 2.4 .094 .0071 .0020 .094 • • • .0039-.0071
GIM 3 .118 .0087 .0020 .094 • • • • • • .0039-.0071
GIM 3.2 .126 .0087 .0020 .094 • • • • • • .0039-.0079
GIM 4 .157 .0098 .0020 .126 • • • • • • .0059-.0079
• For cutting speed recommendations, see pages 586-591
(1) Cutting width tolerance (+/-)
For tools, see pages: GM-DG(408)
409