
Page 31 - Turning_catalog_INCH_2022_45_P261-508
P. 31
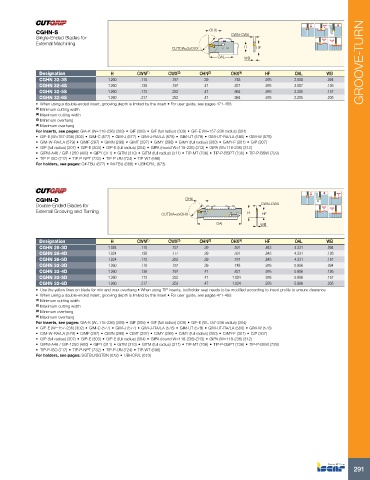
CGHN-S OHX CWN-CWX
Single-Ended Blades for
External Machining
CUTDIA=2xOHX H HF
OAL WB GROOVE-TURN
Designation H CWN (1) CWX (2) OHN (3) OHX (4) HF OAL WB
CGHN 32-3S 1.260 .110 .157 .39 .748 .976 2.008 .094
CGHN 32-4S 1.260 .138 .197 .47 .827 .976 2.087 .126
CGHN 32-5S 1.260 .173 .252 .47 .984 .976 2.205 .157
CGHN 32-6S 1.260 .217 .252 .47 .984 .976 2.205 .205
• When using a double-ended insert, grooving depth is limited by the insert • For user guide, see pages 471-488
(1) Minimum cutting width
(2) Maximum cutting width
(3) Minimum overhang
(4) Maximum overhang
For inserts, see pages: GIA-K (W=118-236) (309) • GIF (308) • GIF (full radius) (309) • GIF-E (W=157-236 radius) (304)
• GIF-E (W=157-236) (302) • GIM-C (577) • GIM-J (577) • GIM-J-RA/LA (578) • GIM-UT (579) • GIM-UT-RA/LA (580) • GIM-W (578)
• GIM-W-RA/LA (579) • GIMF (297) • GIMN (299) • GIMT (297) • GIMY (298) • GIMY (full radius) (300) • GIMY-F (301) • GIP (307)
• GIP (full radius) (307) • GIP-E (303) • GIP-E (full radius) (304) • GIPA (round W=118-236) (313) • GIPA (W=118-236) (312)
• GIPM-A46 / GIP-1250 (400) • GIPY (311) • GITM (310) • GITM (full radius) (311) • TIP-MT (706) • TIP-P-BSPT (736) • TIP-P-BSW (729)
• TIP-P-ISO (717) • TIP-P-NPT (732) • TIP-P-UN (724) • TIP-WT (698)
For holders, see pages: C#-TBU (677) • IM-TBU (688) • UBHCR/L (673)
CGHN-D OHX
Double-Ended Blades for CWN-CWX
External Grooving and Turning H
CUTDIA=2xOHX HF
OAL WB
Designation H CWN (1) CWX (2) OHN (3) OHX (4) HF OAL WB
CGHN 26-3D 1.024 .110 .157 .39 .591 .843 4.331 .094
CGHN 26-4D 1.024 .138 .177 .39 .591 .843 4.331 .126
CGHN 26-5D 1.024 .173 .252 .39 .787 .843 4.331 .157
CGHN 32-3D 1.260 .110 .157 .39 .748 .976 5.906 .094
CGHN 32-4D 1.260 .138 .197 .47 .827 .976 5.906 .126
CGHN 32-5D 1.260 .173 .252 .47 1.024 .976 5.906 .157
CGHN 32-6D 1.260 .217 .252 .47 1.024 .976 5.906 .205
• Use the yellow lines on blade for min and max overhang • When using TIP inserts, toolholder seat needs to be modified according to insert profile to ensure clearance
• When using a double-ended insert, grooving depth is limited by the insert • For user guide, see pages 471-488
(1) Minimum cutting width
(2) Maximum cutting width
(3) Minimum overhang
(4) Maximum overhang
For inserts, see pages: GIA-K (W=118-236) (309) • GIF (308) • GIF (full radius) (309) • GIF-E (W=157-236 radius) (304)
• GIF-E (W=157-236) (302) • GIM-C (577) • GIM-J (577) • GIM-J-RA/LA (578) • GIM-UT (579) • GIM-UT-RA/LA (580) • GIM-W (578)
• GIM-W-RA/LA (579) • GIMF (297) • GIMN (299) • GIMT (297) • GIMY (298) • GIMY (full radius) (300) • GIMY-F (301) • GIP (307)
• GIP (full radius) (307) • GIP-E (303) • GIP-E (full radius) (304) • GIPA (round W=118-236) (313) • GIPA (W=118-236) (312)
• GIPM-A46 / GIP-1250 (400) • GIPY (311) • GITM (310) • GITM (full radius) (311) • TIP-MT (706) • TIP-P-BSPT (736) • TIP-P-BSW (729)
• TIP-P-ISO (717) • TIP-P-NPT (732) • TIP-P-UN (724) • TIP-WT (698)
For holders, see pages: SGTBU/SGTBN (672) • UBHCR/L (673)
291