
Page 55 - Turning_catalog_INCH_2022_45_P261-508
P. 55
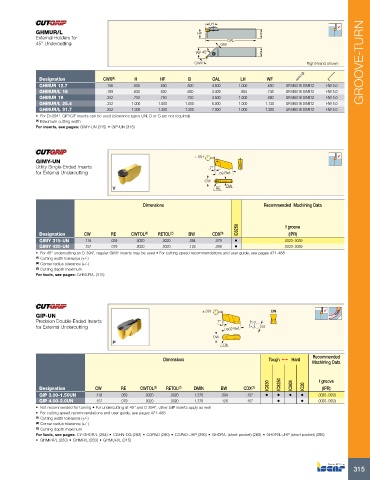
LH
GHMUR/L HF H
External Holders for OAL
45° Undercutting .059
WF 45° B
CWX Right-hand shown GROOVE-TURN
Designation CWX (1) H HF B OAL LH WF
GHMUR 12.7 .156 .500 .500 .500 4.500 1.000 .630 SR M6X16 DIN912 HW 5.0
GHMUR/L 16 .189 .630 .630 .630 4.409 .984 .748 SR M6X16 DIN912 HW 5.0
GHMUR 19 .252 .750 .750 .750 4.500 1.000 .880 SR M6X16 DIN912 HW 5.0
GHMUR/L 25.4 .252 1.000 1.000 1.000 6.000 1.000 1.130 SR M6X16 DIN912 HW 5.0
GHMUR/L 31.7 .252 1.300 1.300 1.300 7.000 1.000 1.380 SR M6X16 DIN912 HW 5.0
• For D>394", GIP/GIF inserts can be used (clearance types UN, D or G are not required)
(1) Maximum cutting width
For inserts, see pages: GIMY-UN (315) • GIP-UN (315)
GIMY-UN ±.001
Utility Single-Ended Inserts 7°
for External Undercutting .59 Ref.
CW
BW
RE
Dimensions Recommended Machining Data
IC8250 f groove
Designation CW RE CWTOL (1) RETOL (2) BW CDX (3) (IPR)
GIMY 315-UN .118 .059 .0020 .0020 .094 .079 • .0020-.0059
GIMY 420-UN .157 .079 .0020 .0020 .126 .098 • .0020-.0059
• For 45° undercutting on D 394", regular GIMY inserts may be used • For cutting speed recommendations and user guide, see pages 471-488
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
For tools, see pages: GHMUR/L (315)
GIP-UN ±.001 UN
Precision Double-Ended Inserts 7°
for External Undercutting .602 Ref. .197
CW
RE
Recommended
Dimensions Tough 1 Hard
Machining Data
(IPR)
Designation CW RE CWTOL (1) RETOL (2) DMIN BW CDX (3) IC830 IC8250 IC808 IC20 f groove
GIP 3.00-1.50UN .118 .059 .0020 .0020 1.378 .094 .157 • • • • .0020-.0059
GIP 4.00-2.0UN .157 .079 .0020 .0020 1.378 .126 .157 • • .0020-.0059
• Not recommended for turning • For undercutting at 45° and D 394", other GIP inserts apply as well
• For cutting speed recommendations and user guide, see pages 471-488
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
For tools, see pages: C#-GHDR/L (284) • CGHN-DG (292) • CGPAD (290) • CGPAD-JHP (290) • GHDR/L (short pocket) (285) • GHDR/L-JHP (short pocket) (286)
• GHMPR/L (283) • GHMR/L (283) • GHMUR/L (315)
315