
Page 56 - Turning_catalog_INCH_2022_45_P261-508
P. 56
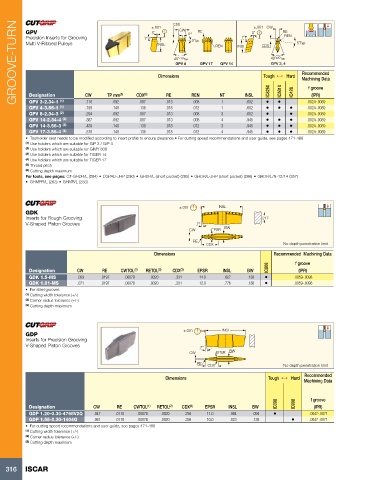
GROOVE-TURN GPV 7˚ ±.001 CDX CW TP 5˚ Typ. RE GPV 17 REN GPV 14 INSL 5˚ ±.001 CW 40˚ ±30´ Typ RE 5˚ Typ.
5˚
REN
Precision Inserts for Grooving
7˚
Multi V-Ribbed Pulleys
INSL
CDX
40˚ ±30´ Typ.
GPV 8
GPV 3, 4
Recommended
Dimensions
Tough 1 Hard
Machining Data
f groove
Designation
RE
CW
(IPR)
GPV 3-2.34-1
.087
.008
1
.602
.092
•
•
.018
GPV 4-3.56-1 (1) .110 TP mm (5) CDX (6) .013 REN NT INSL • IC8250 • IC5010 • IC428 .0024-.0059
.602
.012
1
.159
.0024-.0059
.135
.140
(1)
GPV 8-2.34-3 (2) .294 .092 .087 .013 .008 3 .602 • • .0024-.0059
GPV 14-2.34-4 (3) .387 .092 .087 .013 .008 4 .945 • • • .0024-.0059
GPV 14-3.56-3 (3) .439 .140 .135 .018 .012 3 .945 • • • .0024-.0059
GPV 17-3.56-4 (4) .578 .140 .135 .018 .012 4 .945 • • • .0024-.0059
• Toolholder seat needs to be modified according to insert profile to ensure clearance • For cutting speed recommendations and user guide, see pages 471-488
(1) Use holders which are suitable for GIP 3 / GIP 4
(2) Use holders which are suitable for GIMY 808
(3) Use holders which are suitable for TIGER 14
(4) Use holders which are suitable for TIGER 17
(5) Thread pitch
(6) Cutting depth maximum
For tools, see pages: C#-GHDR/L (284) • CGPAD-JHP (290) • GHDR/L (short pocket) (285) • GHDR/L-JHP (short pocket) (286) • GHDR/L/N-12/14 (357)
• GHMPR/L (283) • GHMR/L (283)
±.001 lNSL
GDK
Inserts for Rough Grooving .217
V-Shaped Piston Grooves 7°
CW EPSR BW
RE
CDX No depth penetration limit
Dimensions Recommended Machining Data
IC808 f groove
Designation CW RE CWTOL (1) RETOL (2) CDX (3) EPSR INSL BW (IPR)
GDK 1.5-MS .059 .0197 .00078 .0020 .331 14.0 .827 .138 • .0059-.0098
GDK 1.81-MS .071 .0197 .00078 .0020 .331 12.0 .776 .138 • .0059-.0098
• For steel grooves
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
GDP ±.001 lNSL
Inserts for Precision Grooving
V-Shaped Piston Grooves 7°
CW EPSR BW
RE CDX No depth penetration limit
Recommended
Dimensions Tough 1 Hard Machining Data
IC308 IC908 f groove
Designation CW RE CWTOL (1) RETOL (2) CDX (3) EPSR INSL BW (IPR)
GDP 1.20-0.30-4768V2Q .047 .0118 .00078 .0020 .256 11.0 .984 .094 • .0047-.0071
GDP 1.55-0.30-1404Q .061 .0118 .00078 .0020 .256 10.0 .823 .138 • .0047-.0071
• For cutting speed recommendations and user guide, see pages 471-488
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
316 ISCAR