
Page 54 - Turning_catalog_INCH_2022_45_P261-508
P. 54
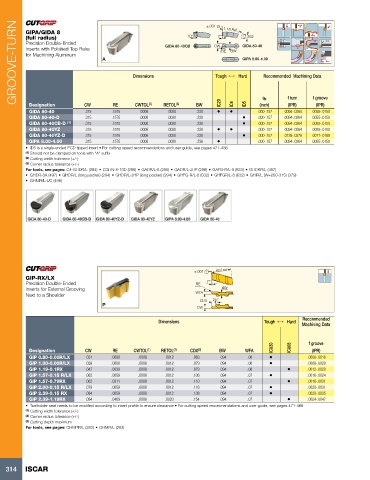
GROOVE-TURN GIPA/GIDA 8 Dimensions GIDA 80-40CB ±.001 CW 7° RE 1.18 Ref. GIDA 80-40 Recommended Machining Data
10°
.252
(full radius)
Precision Double-Ended
Inserts with Polished Top Rake
BW
for Machining Aluminum
GIPA 8.00-4.00
Tough 1 Hard
f turn
f groove
ap
RE
Designation
(IPR)
CW
BW
(inch)
(IPR)
GIDA 80-40 .315 .1575 CWTOL (2) RETOL (3) .220 • IC20 • IC4 ID5 .000-.157 .0094-.0264 .0055-.0150
.0008
.0020
GIDA 80-40-D .315 .1575 .0008 .0020 .220 • .000-.157 .0094-.0264 .0055-.0150
GIDA 80-40CB-D (1) .315 .1575 .0008 .0020 .220 • .000-.157 .0094-.0264 .0055-.0150
GIDA 80-40YZ .315 .1575 .0008 .0020 .220 • • .000-.157 .0094-.0264 .0055-.0150
GIDA 80-40YZ-D .315 .1575 .0008 .0020 .220 • .000-.157 .0138-.0378 .0071-.0189
GIPA 8.00-4.00 .315 .1575 .0008 .0020 .236 • .000-.157 .0094-.0264 .0055-.0150
• ID5 is a single-ended PCD tipped insert • For cutting speed recommendations and user guide, see pages 471-488
(1) Should not be clamped on tools with "A" suffix
(2) Cutting width tolerance (+/-)
(3) Corner radius tolerance (+/-)
For tools, see pages: C#-GHDR/L (284) • CGHN-8-10D (296) • GADR/L-8 (295) • GADR/L-JHP (296) • GAFG-R/L-8 (633) • GHDKR/L (497)
• GHDR-8A (497) • GHDR/L (long pocket) (294) • GHDR/L-JHP (long pocket) (294) • GHFG-R/L-8 (632) • GHFGR/L-8 (632) • GHIR/L (W=260-315) (379)
• GHIUR/L-UC (496)
±.001 .602 Ref
GIP-RX/LX
Precision Double-Ended RE 7°
Inserts for External Grooving BW
Next to a Shoulder WFA
CDX 25°
CW
Recommended
Dimensions Tough 1 Hard Machining Data
IC830 IC808 f groove
Designation CW RE CWTOL (1) RETOL (2) CDX (3) BW WFA (IPR)
GIP 0.80-0.00R/LX .031 .0000 .0008 .0012 .063 .094 .06 • .0008-.0016
GIP 1.00-0.00R/LX .039 .0000 .0008 .0012 .079 .094 .06 • .0008-.0020
GIP 1.19-0.1RX .047 .0039 .0008 .0012 .079 .094 .06 • .0012-.0020
GIP 1.57-0.15 R/LX .062 .0059 .0008 .0012 .106 .094 .07 • .0016-.0024
GIP 1.57-0.79RX .062 .0311 .0008 .0012 .110 .094 .07 • .0016-.0031
GIP 2.00-0.15 R/LX .079 .0059 .0008 .0012 .118 .094 .07 • .0020-.0031
GIP 2.39-0.15 RX .094 .0059 .0008 .0012 .138 .094 .07 • .0020-.0035
GIP 2.39-1.19RX .094 .0469 .0008 .0020 .154 .094 .07 • .0024-.0047
• Toolholder seat needs to be modified according to insert profile to ensure clearance • For cutting speed recommendations and user guide, see pages 471-488
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
For tools, see pages: GHMPR/L (283) • GHMR/L (283)
314 ISCAR