
Page 178 - HOLEMAKING_catalog_JP_2022
P. 178
ユーザーガイド
リル
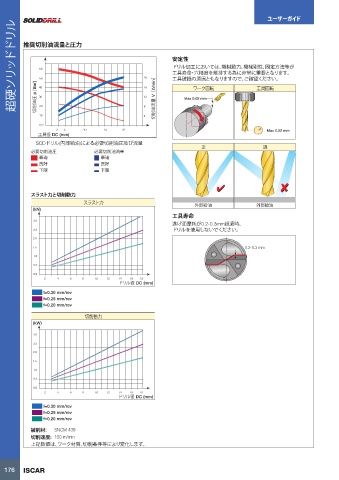
ド 推奨切削油流量と圧力 推奨加工条件 <ドリル径DC=0.8-2.9 mm> ドリル径 / 送り (mm/rev)
ッド 安定性 ISO 被削材 状態 [N/mm ] 硬度HB 被削材 Vc(m/min) Φ0.8-1.4 Φ1.5-1.9 Φ2-2.4 Φ2.5-2.9
引張り
切削速度
強さ
(1)
No.
2
ドリル加工においては、機械動力、機械剛性、固定方法等が
リ 60 20 工具寿命・穴精度を維持する為に非常に重要となります。 < 0.25 %C 焼きなまし 420 125 1 50-100 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
0.05-0.15
0.08-0.20
>= 0.25 %C
0.07-0.17
650
0.03-0.10
40-100
2
190
焼きなまし
工具破損の原因ともなりますので、ご確認ください。
50
超硬ソ 切削油圧 p [Bar] 40 16 切削油流量 V[ℓ/min] Max 0.02 mm 工具回転 炭素鋼・ < 0.55 %C 焼き入れ、 850 250 3 40-85 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
ワーク回転
焼き戻し
鋳鋼・快削鋼
0.08-0.20
0.05-0.15
220
750
>= 0.55 %C
0.03-0.10
40-85
0.07-0.17
4
30
12
焼きなまし
焼き入れ、
20
焼き戻し
6
200
40-75
0.07-0.17
0.08-0.20
10 8 4 焼きなまし 1000 300 5 40-85 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
600
0.05-0.15
0.03-0.10
0.0 P 低合金・鋳鋼 930 275 7 40-60 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
3 5 10 15 20 Max 0.02 mm (合金成分5%以下) 焼き入れ、 1000 300 8 40-60 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
工具径 DC (mm) 焼き戻し 1200 350 9 40-60 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
SCDドリル(内部給油)による必要切削油圧及び流量 焼きなまし 680 200 10 30-50 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
正 誤
必要切削油圧 必要切削油流量 高合金鋼・鋳鋼・工具鋼 焼き入れ、 1100 325 11 30-50 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
最適 最適 焼き戻し
良好 良好 フェライト/ 680 200 12 20-35 0.03-0.06 0.04-0.08 0.05-0.10 0.06-0.10
下限 下限 ステンレス鋼・鋳鋼 マルテンサイト
マルテンサイト 820 240 13 20-35 0.03-0.06 0.04-0.08 0.05-0.10 0.06-0.10
M ステンレス鋼 オーステナイト 600 180 14 20-35 0.03-0.06 0.04-0.08 0.05-0.10 0.06-0.10
フェライト/ 180 15 40-80 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
スラスト力と切削動力 ねずみ鋳鉄(FC) パーライト
スラスト力 外部給油 外部給油 パーライト 260 16 40-70 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
(kN) K ノジュラー鋳鉄(FCD) フェライト 160 17 40-95 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
工具寿命 パーライト 250 18 50-95 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
3.0 130 19 40-80 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
逃げ面摩耗が0.2-0.3mm超過時、 可鍛鋳鉄 フェライト
2.5 ドリルを使用しないでください。 パーライト 230 20 40-80 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
非硬化 60 21 80-150 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
2.0
鍛造アルミニウム合金
硬化 100 22 80-150 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
1.5 0.2-0.3 mm
<=12% Si 非硬化 75 23 80-150 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
1.0 鋳造アルミ 90 24 80-150 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
ニウム合金 硬化
0.5 >12% Si 熱処理 130 25 80-150 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
0.0 N >1% Pb 快削銅 110 26 80-150 0.03-0.10 0.05-0.15 0.07-0.17 0.08-0.20
2 4 6 8 10 12 14 16 18 銅合金 真ちゅう 90 27 50-150 0.05-0.12 0.07-0.15 0.08-0.18 0.09-0.18
ドリル径 DC (mm)
純銅 100 28 60-160 0.05-0.15 0.07-0.18 0.08-0.20 0.09-0.22
f=0.30 mm/rev 29
f=0.25 mm/rev 合成樹脂
f=0.20 mm/rev 非金属
硬質ゴム 30
切削動力 Fe基 焼きなまし 200 31 10-20 0.02-0.04 0.03-0.06 0.04-0.07 0.04-0.08
(kW)
硬化 280 32 10-20 0.02-0.04 0.03-0.06 0.04-0.07 0.04-0.08
耐熱合金 焼きなまし 250 33 10-20 0.02-0.04 0.03-0.06 0.04-0.07 0.04-0.08
3.0
S Ni 又はCo基 硬化 350 34 10-20 0.02-0.04 0.03-0.06 0.04-0.07 0.04-0.08
2.5
鋳造 320 35 10-20 0.02-0.04 0.03-0.06 0.04-0.07 0.04-0.08
2.0 RM 400 36 10-20 0.02-0.03 0.02-0.03 0.03-0.04 0.03-0.04
チタン合金
1.5 α+β合金 硬化 RM 1050 37 10-20 0.02-0.03 0.02-0.03 0.03-0.04 0.03-0.04
焼入れ 55 HRC 38 10-20 0.01-0.02 0.01-0.02 0.02-0.03 0.02-0.03
1.0
高硬度鋼 60 HRC 39 10-20 0.01-0.02 0.01-0.02 0.02-0.03 0.02-0.03
0.5 H 焼入れ
チルド鋳鉄 鋳造 400 40 10-20 0.01-0.02 0.01-0.02 0.02-0.03 0.02-0.03
0.0 鋳鉄 硬化 55 HRC 41 10-20 0.01-0.02 0.01-0.02 0.02-0.03 0.02-0.03
2 4 6 8 10 12 14 16 18
ドリル径 DC (mm) • 加工深さ:6xD以上のドリルをご使用の場合は、送りを20%下げて加工を行ってください。
• 10,000 RPMを超える加工の場合は、高バランスタイプのアダプター使用を推奨します。
f=0.30 mm/rev • 刃振れ Max0.01 mm
f=0.25 mm/rev • 加工開始時は、上記表より50%条件を落とした加工が推奨されます。
f=0.20 mm/rev その後、摩耗等の加工状況に合わせて加工条件を調整してください。
(1) 被削材については、495-524頁をご参照ください。
被削材: SNCM 439
切削速度: 100 m/min
上記数値は、ワーク材質、切削条件等により変化します。
176 ISCAR
HOLE MAKING CATALOG_jp.indb 176 13/09/2022 10:01:07
HOLE MAKING CATALOG_jp.indb 176
13/09/2022 10:01:07