
Page 26 - Aluminum_Machining_catalog_2023
P. 26
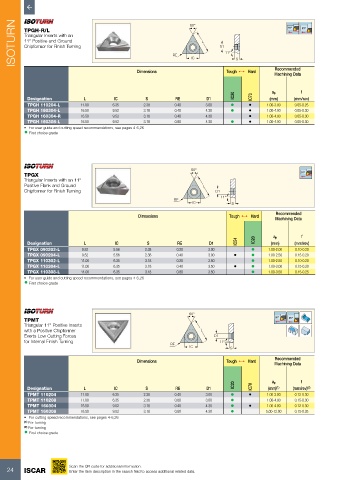
ISOTURN TPGH-R/L RE 60° L D1 11° 91º 95º
Triangular Inserts with an
11° Positive and Ground
Chipformer for Finish Turning
S
Dimensions IC Tough 1 Hard Recommended
Machining Data
IC20 ap f
Designation L IC S RE D1 IC70 (mm) (mm/rev)
TPGH 110204-L 11.00 6.35 2.38 0.40 3.00 • • 1.00-3.00 0.05-0.25
TPGH 160304-L 16.50 9.52 3.18 0.40 4.30 • • 1.00-4.00 0.05-0.30
TPGH 160304-R 16.50 9.52 3.18 0.40 4.30 • 1.00-4.00 0.05-0.30
TPGH 160308-L 16.50 9.52 3.18 0.80 4.30 • • 1.00-4.00 0.05-0.30
• For user guide and cutting speed recommendations, see pages 4-6,26
• First choice grade
60°
TPGX 91º
Triangular Inserts with an 11°
Positive Flank and Ground L
Chipformer for Finish Turning D1
11°
RE
IC S
Recommended
Dimensions Tough 1 Hard Machining Data
f
ap
Designation L IC S RE D1 IC54 IC20 (mm) (mm/rev)
TPGX 090202-L 9.52 5.56 2.38 0.20 3.00 • 1.00-2.00 0.10-0.20
TPGX 090204-L 9.52 5.56 2.38 0.40 3.00 • • 1.00-2.50 0.15-0.20
TPGX 110302-L 11.00 6.35 3.18 0.20 3.50 • 1.00-2.50 0.10-0.20
TPGX 110304-L 11.00 6.35 3.18 0.40 3.50 • • 1.00-3.00 0.15-0.20
TPGX 110308-L 11.00 6.35 3.18 0.80 3.50 • 1.00-3.50 0.15-0.25
• For user guide and cutting speed recommendations, see pages 4-6,26
• First choice grade
60°
TPMT 91º 95º
Triangular 11° Positive Inserts
with a Positive Chipformer L
Exerts Low Cutting Forces D1
for Internal Finish Turning 11°
RE
IC S
Dimensions Tough 1 Hard Recommended
Machining Data
IC20 ap f
Designation L IC S RE D1 IC70 (mm) (1) (mm/rev) (2)
TPMT 110204 11.00 6.35 2.38 0.40 3.00 • • 1.00-3.00 0.12-0.30
TPMT 110208 11.00 6.35 2.38 0.80 3.00 • 1.00-4.00 0.15-0.30
TPMT 160304 16.50 9.52 3.18 0.40 4.30 • • 1.00-4.00 0.12-0.30
TPMT 160308 16.50 9.52 3.18 0.80 4.30 • 5.00-12.00 0.15-0.35
• For cutting speed recommendations, see pages 4-6,26
(1) For turning
(2) For turning
• First choice grade
24 ISCAR Scan the QR code for additional information.
Enter the item description in the search field to access additional related data.