
Page 18 - Turning_catalog_INCH_2022_45_P261-508
P. 18
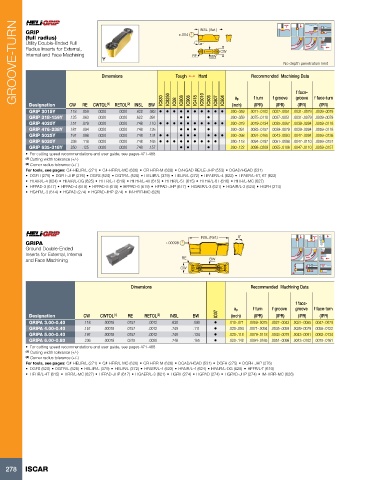
GROOVE-TURN GRIP Dimensions Tough 1 Hard BW CW Recommended Machining Data
INSL (Ref.)
±.004
(full radius)
7°
Utility Double-Ended Full
Radius Inserts for External,
Internal and Face Machining
RE
No depth penetration limit
f face-
IC8250
IC5010
f face-turn
f turn
f groove
groove
IC806
IC418
IC830
IC807
IC808
IC908
ap
IC08
RE
(IPR)
BW
CW
(inch)
(IPR)
(IPR)
(IPR)
Designation
.0020
GRIP 3015Y .118 .059 CWTOL (1) RETOL (2) INSL .083 • • • • • • • • • • IC804 .000-.059 .0071-.0102 .0027-.0051 .0031-.0079 .0039-.0079
.622
.0020
GRIP 318-159Y .125 .063 .0020 .0020 .622 .091 • • • .000-.059 .0075-.0110 .0027-.0051 .0031-.0079 .0039-.0079
GRIP 4020Y .157 .079 .0020 .0020 .748 .110 • • • • • • • • • • .000-.079 .0079-.0134 .0035-.0067 .0039-.0094 .0059-.0118
GRIP 476-238Y .187 .094 .0020 .0020 .748 .126 • • • • .000-.091 .0083-.0157 .0039-.0079 .0039-.0094 .0059-.0118
GRIP 5025Y .197 .098 .0020 .0020 .748 .134 • • • • • • • • .000-.098 .0091-.0165 .0043-.0083 .0047-.0094 .0059-.0138
GRIP 6030Y .236 .118 .0020 .0020 .748 .165 • • • • • • • • • .000-.118 .0094-.0197 .0051-.0098 .0047-.0110 .0059-.0157
GRIP 635-318Y .250 .125 .0020 .0020 .748 .157 • • • .000-.122 .0098-.0209 .0055-.0106 .0047-.0110 .0059-.0157
• For cutting speed recommendations and user guide, see pages 471-488
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: C#-HELIR/L (271) • C#-HFIR/L-MC (626) • CR HFIR-M (628) • D/HGAD RE/LE-JHP (553) • DGAD/HGAD (531)
• DGFH (275) • DGFH-JHP (276) • DGFS (520) • DGTR/L (525) • HELIIR/L (379) • HELIR/L (272) • HFAER/L-4 (622) • HFAER/L-5T, 6T (622)
• HFAIR/L-4 (624) • HFAIR/L-DG (625) • HFFR/L-T (619) • HFHR/L-4T (615) • HFHR/L-5T (615) • HFHR/L-6T (616) • HFIR/L-MC (627)
• HFPAD-3 (617) • HFPAD-4 (618) • HFPAD-5 (618) • HFPAD-6 (619) • HFPAD-JHP (617) • HGAER/L-3 (621) • HGAIR/L-3 (624) • HGFH (274)
• HGHR/L-3 (614) • HGPAD (274) • HGPAD-JHP (274) • IM-HFIR-MC (626)
INSL (Ref.) 6˚
GRIPA ±.00098
Ground Double-Ended
Inserts for External, Internal
and Face Machining RE BW
CW
Dimensions Recommended Machining Data
f face-
ap f turn f groove groove f face-turn
Designation CW CWTOL (1) RE RETOL (2) INSL BW IC07 (inch) (IPR) (IPR) (IPR) (IPR)
GRIPA 3.00-0.40 .118 .00078 .0157 .0012 .630 .090 • .010-.071 .0059-.0075 .0027-.0043 .0031-.0055 .0047-.0079
GRIPA 4.00-0.40 .157 .00078 .0157 .0012 .749 .111 • .020-.094 .0071-.0094 .0035-.0059 .0039-.0079 .0055-.0122
GRIPA 5.00-0.40 .197 .00078 .0157 .0012 .749 .134 • .020-.118 .0079-.0118 .0043-.0079 .0043-.0091 .0063-.0134
GRIPA 6.00-0.80 .236 .00078 .0315 .0020 .748 .165 • .020-.142 .0094-.0165 .0051-.0098 .0043-.0102 .0075-.0161
• For cutting speed recommendations and user guide, see pages 471-488
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: C#-HELIR/L (271) • C#-HFIR/L-MC (626) • CR HFIR-M (628) • DGAD/HGAD (531) • DGFH (275) • DGFH-JHP (276)
• DGFS (520) • DGTR/L (525) • HELIIR/L (379) • HELIR/L (272) • HFAER/L-4 (622) • HFAIR/L-4 (624) • HFAIR/L-DG (625) • HFFR/L-T (619)
• HFHR/L-4T (615) • HFIR/L-MC (627) • HFPAD-JHP (617) • HGAER/L-3 (621) • HGFH (274) • HGPAD (274) • HGPAD-JHP (274) • IM-HFIR-MC (626)
278 ISCAR