
Page 21 - Turning_catalog_INCH_2022_45_P261-508
P. 21
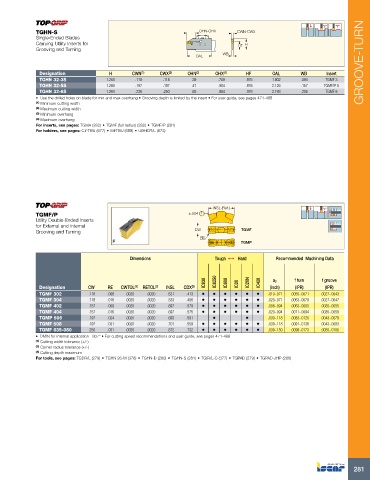
TGHN-S OHN-OHX CWN-CWX
Single-Ended Blades
Carrying Utility Inserts for HF H
Grooving and Turning
OAL WB GROOVE-TURN
Designation H CWN (1) CWX (2) OHN (3) OHX (4) HF OAL WB Insert
TGHN 32-3S 1.260 .118 .118 .39 .709 .976 1.902 .094 TGMF 3
TGHN 32-5S 1.260 .197 .197 .47 .984 .976 2.126 .157 TGMF/P 5
TGHN 32-6S 1.260 .236 .250 .63 .984 .976 2.193 .205 TGMF 6
• Use the drilled holes on blade for min and max overhang • Grooving depth is limited by the insert • For user guide, see pages 471-488
(1) Minimum cutting width
(2) Maximum cutting width
(3) Minimum overhang
(4) Maximum overhang
For inserts, see pages: TGMA (282) • TGMF (full radius) (282) • TGMF/P (281)
For holders, see pages: C#-TBU (677) • IM-TBU (688) • UBHCR/L (673)
INSL (Ref.)
TGMF/P ±.004
Utility Double-Ended Inserts
for External and Internal
Grooving and Turning CW TGMF
RE
TGMP
Dimensions Tough 1 Hard Recommended Machining Data
IC830 IC8250 IC808 IC20 IC20N IC428 ap f turn f groove
Designation CW RE CWTOL (1) RETOL (2) INSL CDX (3) (inch) (IPR) (IPR)
TGMF 302 .118 .008 .0020 .0020 .531 .413 • • • • • • .010-.071 .0055-.0071 .0027-.0043
TGMF 304 .118 .016 .0020 .0020 .533 .406 • • • • • • .020-.071 .0063-.0079 .0027-.0047
TGMF 402 .157 .008 .0020 .0020 .697 .579 • • • • • • .008-.094 .0063-.0083 .0035-.0055
TGMF 404 .157 .016 .0020 .0020 .697 .575 • • • • • • .020-.094 .0071-.0094 .0035-.0059
TGMP 506 .197 .024 .0020 .0020 .693 .591 • • .030-.118 .0083-.0126 .0043-.0079
TGMF 508 .197 .031 .0020 .0020 .701 .559 • • • • • • .039-.118 .0091-.0138 .0043-.0083
TGMF 635-080 .250 .031 .0020 .0020 .872 .732 • • • • • • .039-.150 .0098-.0173 .0055-.0106
• DMIN for internal application= 807" • For cutting speed recommendations and user guide, see pages 471-488
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
For tools, see pages: TGDR/L (279) • TGHN 26-M (378) • TGHN-D (280) • TGHN-S (281) • TGIR/L-C (377) • TGPAD (279) • TGPAD-JHP (280)
281