
Page 131 - MILLING CATALOG p319-550
P. 131
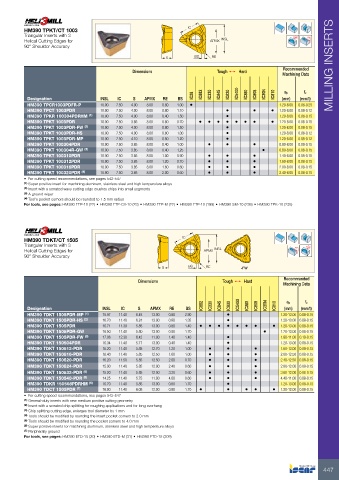
HM390 TPKT/CT 1003 IC IC28 Rd°
Triangular Inserts with 3 APMX INSLIC882
Helical Cutting Edges for IC330 Recommended
90° Shoulder Accuracy BS RE IC845 Machining Data
IC830
S Tough 1 Hard IC5400
IC380
Dimensions IC808
IC30N
IC810ap fz
MILLING INSERTS (mm/t)
Designation INSL IC S APMX RE BS (mm) 0.08-0.25
10.90 7.50 4.00 8.00 0.80 1.00 • 0.08-0.12
HM390 TPCR1003PDFR-P 10.90 7.50 4.00 8.00 0.80 1.20-8.00 0.08-0.15
HM390 TPCT 1003PDR 10.90 7.50 4.00 8.00 0.40 1.10 • • • 1.20-8.00 0.08-0.15
HM390 TPKR 100304PDRHM (1) 10.90 7.50 3.85 8.00 0.80 1.50 • 1.20-8.00 0.08-0.15
HM390 TPKT 1003PDR 10.90 7.50 4.00 8.00 0.80 0.70 • • • • • • • • 1.20-8.00 0.08-0.12
HM390 TPKT 1003PDR-FW (2) 10.90 7.50 4.00 8.00 0.80 1.50 • 1.20-8.00 0.08-0.12
HM390 TPKT 1003PDR-HS 10.90 7.50 4.10 8.00 0.80 1.00 • 0.08-0.15
HM390 TPKT 1003PDR-MP 10.90 7.50 3.85 8.00 0.40 1.20 • 1.20-8.00 0.08-0.15
HM390 TPKT 100304PDR 10.90 7.50 3.85 8.00 0.40 0.08-0.15
HM390 TPKT 100304R-GW (3) 10.90 7.50 3.85 8.00 1.00 1.20-8.00 0.08-0.15
HM390 TPKT 100310PDR 10.90 7.50 3.85 8.00 1.20 1.00 • • • 0.80-8.00 0.08-0.15
HM390 TPKT 100312PDR 10.90 7.50 3.85 8.00 1.60 1.25 • 0.80-8.00 0.08-0.15
HM390 TPKT 100316PDR 10.90 7.50 3.85 8.00 2.00 0.90 • • • 1.40-8.00
HM390 TPKT 100320PDR (4) 0.70 • • • 1.60-8.00
0.60 • • • 2.00-8.00
0.60 • • • 2.40-8.00
• For cutting speed recommendations, see pages 542-547
(1) Super positive insert for machining aluminum, stainless steel and high temperature alloys
(2) Insert with a serrated wavy cutting edge crushes chips into small segments
(3) A ground wiper
(4) Tool's pocket corners should be rounded to 1.5 mm radius
For tools, see pages: HM390 ETP-10 (22) • HM390 ETP-C#-10 (23) • HM390 ETP-M (22) • HM390 FTP-10 (199) • HM390 SM-10 (236) • HM390 TPK-10 (235)
HM390 TDKT/CT 1505 IC Rd°
Triangular Inserts with 3 APMX INSL
Helical Cutting Edges for Recommended
90° Shoulder Accuracy Machining Data
S BS RE -FW
Dimensions Tough 1 Hard
IC882 ap fz
IC330
S APMX RE IC845
IC830
IC5400
IC380
IC808
IC30N
IC810
Designation INSL IC BS (mm) (mm/t)
2.90 •
HM390 TDKT 1505PDR-MP (1) 15.97 11.40 6.45 13.00 0.80 1.35 • 1.20-13.00 0.08-0.15
HM390 TDKT 1505PDR-HS (2) 16.70 11.40 6.24 13.00 0.80
1.20-13.00 0.08-0.15
1.40 • • • • • • • • 1.20-13.00 0.08-0.15
HM390 TDKT 1505PDR 16.71 11.39 5.85 13.00 0.80 1.70 • 1.20-13.00 0.08-0.15
16.50 11.40 5.80 13.00 0.80 1.40 • 1.80-11.00 0.10-0.15
HM390 TDKT 1505PDR-GW 17.06 12.30 6.42 11.00 1.40 1.40 •
HM390 TDKT 1505PDR-FW (3)
HM390 TDKT 150504PDR 16.34 11.40 5.77 13.00 0.40 1.00 • • 1.20-13.00 0.08-0.15
• 1.60-13.00 0.08-0.15
HM390 TDKT 150512-PDR 16.20 11.40 5.85 12.70 1.20 1.00 • • • 2.00-12.50 0.08-0.15
HM390 TDKT 150516-PDR 16.40 11.40 5.85 12.50 1.60 0.70 • • • 2.40-12.50 0.08-0.15
HM390 TDKT 150520-PDR 16.20 11.50 5.85 12.50 2.00
HM390 TDKT 150524-PDR 15.90 11.40 5.85 12.00 2.40 0.60 • • • 2.80-12.00 0.08-0.15
HM390 TDKT 150532-PDR (4) 15.20 11.40 5.85 12.00 3.20 0.60 • • • 3.60-12.00 0.08-0.15
0.60 • • • 4.40-11.00 0.08-0.15
HM390 TDKT 150540-PDR (5) 14.25 11.40 5.75 11.00 4.00 1.70 •
HM390 TDKR 150508PDRHM (6) 16.70 11.40 5.85 13.00 0.80 1.70 • 1.20-13.00 0.08-0.15
• • • • 1.20-12.00 0.08-0.15
HM390 TDCT 1505PDR (7) 16.80 11.40 6.08 12.00 0.80
• For cutting speed recommendations, see pages 542-547
(1) General-duty inserts with new medium positive cutting geometry
(2) Insert with a serrated chip splitting for roughing applications and for long overhang
(3) Chip splitting cutting edge, enlarges tool diameter by 1 mm
(4) Tools should be modified by rounding the insert pocket corners to 2.0 mm
(5) Tools should be modified by rounding the pocket corners to 4.0 mm
(6) Super positive inserts for machining aluminum, stainless steel and high temperature alloys
(7) Peripherally ground
For tools, see pages: HM390 ETD-15 (30) • HM390 ETD-M (31) • HM390 FTD-15 (209)
447