
Page 135 - MILLING CATALOG p319-550
P. 135
W1 IC28 Rd°
IC330
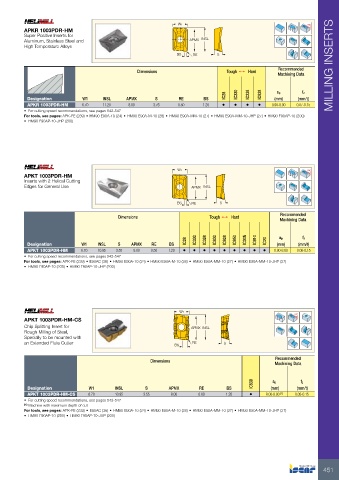
APKR 1003PDR-HM APMX INSL IC328 Recommended
Super Positive Inserts for IC928Machining Data
Aluminum, Stainless Steel and
High Temperature Alloys MILLING INSERTS
BS RE S
Dimensions Tough 1 Hard
ap fz
Designation W1 INSL APMX S RE BS •••• (mm) (mm/t)
APKR 1003PDR-HM 6.70 11.20 8.00 3.76 0.50 1.20 0.90-8.00 0.07-0.15
• For cutting speed recommendations, see pages 542-547
For tools, see pages: APK-FE (239) • HM90 E90A-10 (24) • HM90 E90A-M-10 (28) • HM90 E90A-MM-10 (27) • HM90 E90A-MM-10-JHP (27) • HM90 F90AP-10 (200)
• HM90 F90AP-10-JHP (200)
W1 Rd°
APKT 1003PDR-HM APMX INSL Recommended
Inserts with 2 Helical Cutting Machining Data
Edges for General Use
BS RE S
Dimensions Tough 1 Hard
IC28 ap fz
IC330 (mm/t)
IC328 0.08-0.15
IC830
IC928
IC950
IC30N
IC910
IC20
Designation W1 INSL S APMX RE BS (mm)
APKT 1003PDR-HM
6.70 10.95 3.55 8.00 0.50 1.20 • • • • • • • • • 0.90-8.00
• For cutting speed recommendations, see pages 542-547
For tools, see pages: APK-FE (239) • E90AC (36) • HM90 E90A-10 (24) • HM90 E90A-M-10 (28) • HM90 E90A-MM-10 (27) • HM90 E90A-MM-10-JHP (27)
• HM90 F90AP-10 (200) • HM90 F90AP-10-JHP (200)
APKT 1003PDR-HM-CS W1 S Rd°
Chip Splitting Insert for APMX INSL
Rough Milling of Steel, Recommended
Specially to be mounted with BS RE Machining Data
an Extended Flute Cutter
Dimensions
IC830 ap fz
(mm/t)
Designation W1 INSL S APMX RE BS (mm) 0.08-0.15
1.20 • 8.00-8.00 (1)
APKT 1003PDR-HM-CS 6.70 10.95 3.55 8.00 0.80
• For cutting speed recommendations, see pages 542-547
(1) Machine with maximum depth of cut
For tools, see pages: APK-FE (239) • E90AC (36) • HM90 E90A-10 (24) • HM90 E90A-M-10 (28) • HM90 E90A-MM-10 (27) • HM90 E90A-MM-10-JHP (27)
• HM90 F90AP-10 (200) • HM90 F90AP-10-JHP (200)
451