
Page 199 - MILLING CATALOG p319-550
P. 199
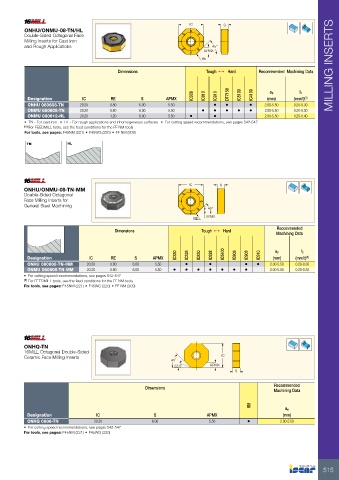
ONHU/ONMU-08-TN/HL IC908IC S
Double-Sided Octagonal Face IC810
Milling Inserts for Cast Iron IC91045°
and Rough Applications DT7150APMX
IC5100RE
Dimensions IC4100
Tough 1 Hard
MILLING INSERTS
Recommended Machining Data
Designation IC RE S APMX •• • ap fz
20.20 0.80
ONHU 080608-TN 20.20 0.80 6.00 5.50 ••••• (mm) (mm/t)(1)
ONMU 080608-TN 20.20 1.20 2.00-5.50 0.20-0.30
ONMU 080612-HL 6.00 5.50 2.00-5.50 0.20-0.30
5.50 • • 2.00-5.50 0.25-0.40
6.00
• TN - For cast iron • HL - For rough applications and inhomogeneous surfaces • For cutting speed recommendations, see pages 542-547
(1) For FEEDMILL tools, see the feed conditions for the FF NM tools
For tools, see pages: F45NM (221) • F45WG (220) • FF NM (309)
TN HL
ONHU/ONMU-08-TN-MM IC S
Double-Sided Octagonal
Face Milling Inserts for 45°
General Steel Machining RE APMX
Dimensions Tough 1 Hard Recommended
Machining Data
Designation IC RE S APMX IC330 ap fz
5.50 IC328 (mm/t)(1)
5.50 IC830 (mm) 0.20-0.30
IC928 2.00-5.50 0.20-0.30
IC5400 2.00-5.50
IC808
IC908
IC910
ONHU 080608-TN-MM 20.20 0.80 6.00 •• ••
•••••••
ONMU 080608-TN-MM 20.20 0.80 6.00
• For cutting speed recommendations, see pages 542-547
(1) For FEEDMILL tools, see the feed conditions for the FF NM tools
For tools, see pages: F45NM (221) • F45WG (220) • FF NM (309)
ONHQ-TN 45˚ IC
16MILL Octagonal Double-Sided 22.5˚ APMX
Ceramic Face Milling Inserts
Dimensions
S
S
6.00 IS8 Recommended
Machining Data
Designation IC APMX •
5.50 ap
ONHQ 0806-TN 20.20 (mm)
2.00-5.50
• For cutting speed recommendations, see pages 542-547
For tools, see pages: F45NM (221) • F45WG (220)
515