
Page 139 - MILLING CATALOG p319-550
P. 139
W1 W1 IC882
IC330
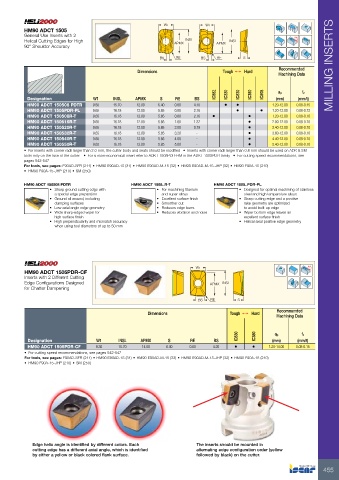
HM90 ADCT 1505 INSL IC830APMX INSL Rd°
General Use Inserts with 2 APMX IC380
Helical Cutting Edges for High IC808Recommended
90° Shoulder Accuracy Machining Data
MILLING INSERTS
BS RE BS RE S
Dimensions Tough 1 Hard
ap fz
Designation W1 INSL APMX S RE BS •• (mm) (mm/t)
HM90 ADCT 150508 PDTR 9.50 15.70 12.00 6.40 0.80 4.10 1.20-12.00 0.08-0.15
• • 1.20-12.00 0.08-0.12
HM90 ADCT 1505PDR-PL 9.65 16.18 12.00 5.85 0.80 2.16
2.16 • • 1.20-12.00 0.08-0.10
HM90 ADCT 150508R-T 9.65 16.18 12.00 5.85 0.80 • 2.00-12.00 0.08-0.10
HM90 ADCT 150516R-T 9.65 16.18 12.00 5.85 1.60 1.37 • 2.40-12.00 0.08-0.10
HM90 ADCT 150520R-T 9.65 16.18 12.00 5.85 2.00 0.79 • 3.60-12.00 0.08-0.10
HM90 ADCT 150532R-T 9.65 16.18 12.00 5.85 3.20 - • 4.40-12.00 0.08-0.10
HM90 ADCT 150540R-T 9.65 16.18 12.00 5.85 4.00 - • 5.40-12.00 0.08-0.10
HM90 ADCT 150550R-T 9.65 16.18 12.00 5.85 5.00 -
• For inserts with corner radii larger than 2.0 mm, the cutter body and seats should be modified • Inserts with corner radii larger than 0.8 mm should be used on ADK & SM
tools only on the face of the cutter. • For a more economical insert refer to ADKT 1505PDR-HM in the ADKT 1505PDR family • For cutting speed recommendations, see
pages 542-547
For tools, see pages: F90AD-SFR (211) • HM90 E90AD-15 (31) • HM90 E90AD-M-15 (32) • HM90 E90AD-M-15-JHP (32) • HM90 F90A-15 (210)
• HM90 F90A-15-JHP (210) • SM (250)
HM90 ADCT 150508 PDTR HM90 ADCT 1505..R-T HM90 ADCT 1505..PDR-PL
• Sharp ground cutting edge with • For machining titanium • Designed for optimal machining of stainless
a special edge preparation and super alloys steel and high temperature alloys
• Ground all around, including • Excellent surface finish • Sharp cutting edge and a positive
clamping surfaces • Smoother cut rake geometry are optimized
• Reduces edge burrs to avoid built-up edge
• Low axial angle edge geometry • Reduces vibration and noise
• Wide sharp-edged wiper for • Wiper bottom edge leaves an
excellent surface finish
high surface finish
• High perpendicularity and mismatch accuracy • Helical axial positive edge geometry
when using tool diameters of up to 50 mm
HM90 ADCT 1505PDR-CF W1 Rd°
Inserts with 2 Different Cutting
Edge Configurations Designed APMX lNSL Recommended
for Chatter Dampening Machining Data
BS RE S
Dimensions Tough 1 Hard
IC830 ap fz
IC380 (mm/t)
Designation W1 INSL APMX S RE BS (mm) 0.08-0.15
4.20 • • 1.20-14.00
HM90 ADCT 1505PDR-CF 9.30 15.70 14.00 6.40 0.80
• For cutting speed recommendations, see pages 542-547
For tools, see pages: F90AD-SFR (211) • HM90 E90AD-15 (31) • HM90 E90AD-M-15 (32) • HM90 E90AD-M-15-JHP (32) • HM90 F90A-15 (210)
• HM90 F90A-15-JHP (210) • SM (250)
Edge helix angle is identified by different colors. Each The inserts should be mounted in
cutting edge has a different axial angle, which is identified alternating edge configuration order (yellow
by either a yellow or black colored flank surface. followed by black) on the cutter.
455