
Page 143 - MILLING CATALOG p319-550
P. 143
W1 IC330
IC328
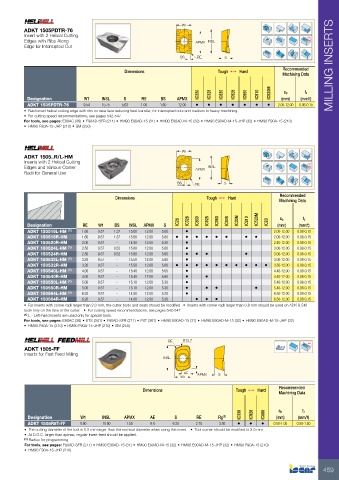
ADKT 1505PDTR-76 IC830APMX INSL Rd°
Insert with 2 Helical Cutting IC928
Edges with Ribs Along IC950 Recommended
Edge for Interrupted Cut IC910 Machining Data
IC520M
BS RE S
MILLING INSERTS
Dimensions Tough 1 Hard
ap fz
(mm/t)
Designation W1 INSL S RE BS APMX (mm) 0.08-0.15
ADKT 1505PDTR-76 1.60 12.00 • • • • • • • 2.00-12.00
9.54 15.75 5.63 1.00
• Reinforced helical cutting edge with ribs on rake face reducing heat transfer, for interrupted cuts and medium to heavy machining.
• For cutting speed recommendations, see pages 542-547
For tools, see pages: E90AC (36) • F90AD-SFR (211) • HM90 E90AD-15 (31) • HM90 E90AD-M-15 (32) • HM90 E90AD-M-15-JHP (32) • HM90 F90A-15 (210)
• HM90 F90A-15-JHP (210) • SM (250)
W1
ADKT 1505..R/L-HM APMX INSL Rd°
Inserts with 2 Helical Cutting
Edges and Various Corner Recommended
Radii for General Use Machining Data
BS RE S
Dimensions Tough 1 Hard
IC28 ap fz
IC328
Designation RE W1 BS INSL APMX S IC830 (mm) (mm/t)
IC928
IC950
IC908
IC30N
IC910
IC520M
IC20
ADKT 150516L-HM (1) 1.60 9.57 1.37 15.60 12.00 5.60 • 2.00-12.00 0.08-0.15
1.60 9.57 1.37 15.60 12.00 5.60 • • • • • • ••
ADKT 150516R-HM • 2.00-12.00 0.08-0.15
ADKT 150520R-HM 2.00 9.57 - 14.80 12.00 5.20 • 2.40-12.00 0.08-0.15
ADKT 150524L-HM (1) 2.50 9.57 0.52 15.60 12.00 5.60 ••• 3.00-12.00 0.08-0.15
• 3.00-12.00 0.08-0.15
ADKT 150524R-HM 2.50 9.57 0.52 15.60 12.00 5.60 •
ADKT 150532L-HM (1) 3.20 9.57 - 15.50 12.00 5.60 3.00-12.00 0.08-0.15
3.20 9.57 - 15.50 12.00 5.60 • • • • • • • • • • 3.50-12.00 0.08-0.15
ADKT 150532R-HM •
ADKT 150540L-HM (1) 4.00 9.57 - 15.40 12.00 5.60 • • 4.40-12.00 0.08-0.15
ADKT 150540R-HM 4.00 9.57 - 15.40 12.00 5.60 • 4.40-12.00 0.08-0.15
ADKT 150550L-HM (1) 5.00 9.57 - 15.10 12.00 5.30 • 5.40-12.00 0.08-0.15
•• • 5.40-12.00 0.08-0.15
ADKT 150550R-HM 5.00 9.57 - 15.10 12.00 5.30 •
ADKT 150564L-HM (1) 6.20 9.57 - 14.80 12.00 5.30 ••• 6.50-12.00 0.08-0.15
ADKT 150564R-HM 6.20 9.57 - 14.80 12.00 5.30 6.50-12.00 0.08-0.15
• For inserts with corner radii larger than 2.0 mm, the cutter body and seats should be modified • Inserts with corner radii larger than 0.8 mm should be used on ADK & SM
tools only on the face of the cutter. • For cutting speed recommendations, see pages 542-547
(1) L - Left-hand inserts are used only for special tools.
For tools, see pages: E90AC (36) • ETS (341) • F90AD-SFR (211) • FST (361) • HM90 E90AD-15 (31) • HM90 E90AD-M-15 (32) • HM90 E90AD-M-15-JHP (32)
• HM90 F90A-15 (210) • HM90 F90A-15-JHP (210) • SM (250)
RE R12.7 Rd°
INSL
ADKT 1505-FF
Inserts for Fast Feed Milling
AE APMX S
W1
Dimensions Tough 1 Hard Recommended
Machining Data
Designation W1 INSL APMX AE S RE Rg(1) IC330 ap fz
IC928 (mm) (mm/t)
IC808 0.50-1.00 0.50-1.50
ADKT 1505R8T-FF 9.90 15.90 1.50 6.6 6.20 2.70 3.50 • • •
• The cutting diameter of the tool is 0.5 mm larger than the nominal diameter when using this insert. • Tool corner should be modified to 2.0 mm.
• At D.O.C. larger than apmax, regular insert feed should be applied.
(1) Radius for programming
For tools, see pages: F90AD-SFR (211) • HM90 E90AD-15 (31) • HM90 E90AD-M-15 (32) • HM90 E90AD-M-15-JHP (32) • HM90 F90A-15 (210)
• HM90 F90A-15-JHP (210)
459